Авиатехника,
Железнодорожная техника,
Автотехника,
Водная техника,
Космическая техника,
Военная техника,
Сельскохозяйственная
техника, Бытовая техника,
Радиоэлектроника,
Электрика,
Энергетика,
Механика,
Мебель своими руками,
Строительство,
Ремонт,
Приусадебное хозяйство,
Инструменты,
Полезные советы,
Конструктор-конструктору,
Технические статьи,
Исторические хроники,
Неопознанное,
Из области фантастики,
Полезные ссылки,
Обмен ссылками,
Размещение
статей, рекламы

Все о конструировании, в помощь конструктору, советы бывалых, статьи для детского и взрослого творчества

Дата создания
сайта:
24/02/2013
Дата обновления главной страницы:
03.03.2015 19:24
Металлы
У моделистов нередко появляется необходимость определить сорт той
стали или металла, которой он располагает.
Простейший способ определения - <на искру>, то есть по цвету и форме
искр, образующихся при соприкосновении образца с наждачным вращающимся
камнем (рис. 66).
Кроме листового и пруткового материала, в моделировании широко
применяются проволока и трубки различных диаметров и сечений.
Из проволоки делают корды, крепления крыльев, тяги, шасси, пружины, валы
винтов и многие другие детали. На рис. 67 показана самодельная машинка,
с помощью которой можно плести тросики для запуска кордовых пилотажных
моделей.
Лучшей является рояльная или авиационная проволока 1
класса (ОВС - особо высокого сопротивления) и II класса (ВС - высокого
сопротивления). Механические свойства этой проволоки зависят от ее
диаметра . Проволока этих классов выпускается диаметром до 5 мм и в
большинстве случаев (кроме пружин) не требует дополнительной термической
обработки.
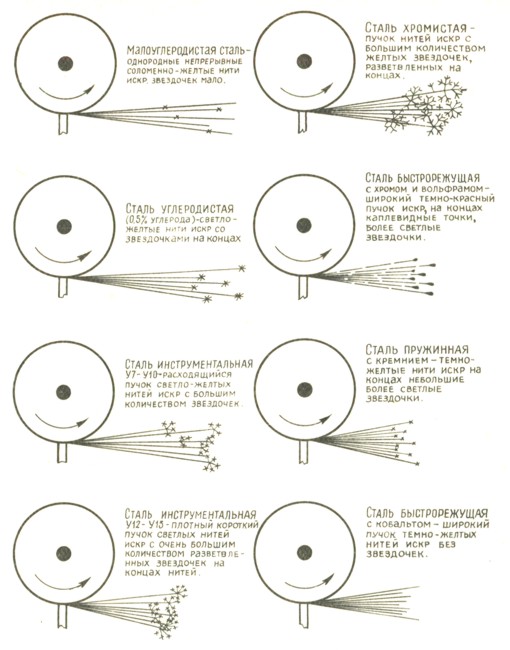
Рис. 66. Определение марки стали по пучку искр на точиле
При изготовлении деталей из проволоки ОВС надо помнить, что
минимально допустимый радиус загиба равен двум диаметрам проволоки, а
число перегибов зависит от диаметра проволоки и составляет от 3 до 40.
Излишне большое число перегибов приводит к образованию продольных трещин
и потере прочности проволоки. Прочность снижается также в конструкциях,
где соединение проволоки выполнено при помощи пайки. Примером
может служить пайка шасси бензомоторной модели и взлетной тележки
скоростной кордовой модели (рис. 68).
Для большей прочности место стыка подкосов со стойкой шасси обматывают
тонкой медной проволокой и пропаивают оловом. Для того чтобы не ослабить
прочности стойки, сразу же после пайки еще не остывшее место стыка
охлаждают водой.
Пайка стальной проволоки твердыми медными и серебряными припоями
возможна, но не рекомендуется, так как требует последующей сложной
термической обработки.
Проволоки ВС и ОВС можно соответственно заменить проволоками П (повышенной
прочности) и В (высокопрочной). Предел прочности и разрывающее усилие их
меньше на 10-15%.
Особое место среди изделий из проволоки ВС и ОВС занимают цилиндрические
витые пружины. Навивку пружин удобно и просто вести на стержне,
изображенном на рис. 69.
В прорезь на конце стержня надо вставить проволоку и закрепить ее,
завернув вокруг прорези, затем обернуть один-два раза проволоку вокруг
стержня, как показано на рисунке. После этого стержень зажимают в тисках
между двумя дощечками и вращают рукоятку. Стержень, вжатый в дерево,
начинает втягивать свободный конец проволоки, витки которой укладываются
плотно друг к другу.
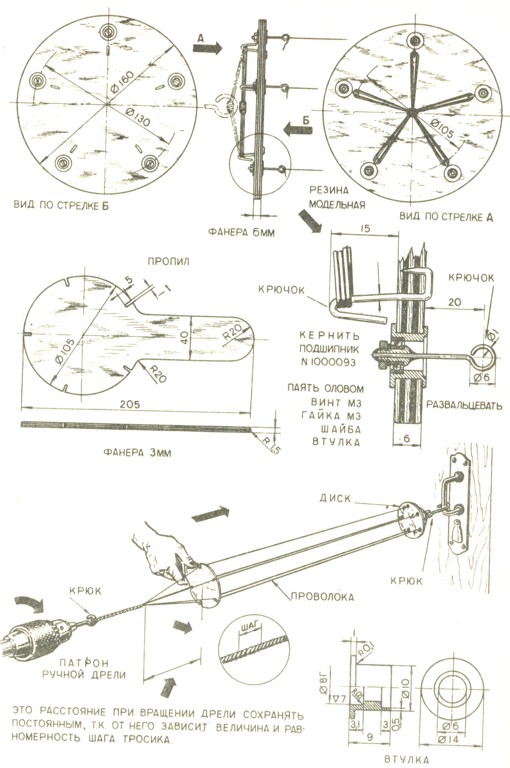
Рис.67. Машинка для плетения тонких тросиков и пользование

Рис. 68. Детали моделей, выполненные из проволоки
Сделав нужное количество витков, тиски разжимают. При этом надо быть
осторожным, так как освободившаяся пружина повернет несколько раз
рукоятку стержня в обратном направлении. При освобождении пружины число
витков ее уменьшится, а диаметр увеличится. Поэтому диаметр стержня
следует подбирать так, чтобы он был меньше необходимого внутреннего
диаметра пружины.
Второй способ навивки пружин на токарных станках более сложен и
применяется для навивки силовых пружин из проволоки диаметром более 3
мм.
После навивки пружину можно отпустить. Температура отпуска 260-300 °С
(нагрев в масле), продолжительность выдержки при отпуске 5 мин на каждый
миллиметр диаметра проволоки.
Проволока из цветных металлов применяется для различных мелких деталей и
заклепок, обмотки при пайке узлов креплений и других поделок.
В практике моделирования
находят применение тяжелые сплавы свинца, олова, сурьмы, значительно
реже кадмия и висмута, а также золото, серебро, платина. В тех случаях,
когда требуется произвести изменение центра тяжести или балансировки,
применяют особо тяжелые металлы или сплавы. Так, чтобы сбалансировать
однолопастный винт скоростной модели, надо уравновесить лопасть на
возможно малом радиусе. Аналогичным образом осуществляют балансировку
лопастей вертолетов или рулей динамически подобных и летающих моделей
(рис. 70).
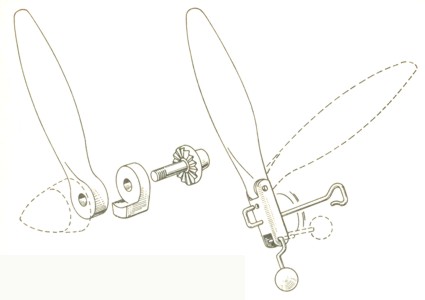
Рис. 70. Применение балансировочных грузов
Некоторые детали стендовых моделей и даже фигурки людей можно отливать из легкоплавких металлов и сплавов олова и свинца в гипсовые или резиновые формы. В качестве литьевого металла с температурой плавления в пределах 200-300 °С можно использовать третник (припой ПОС-ЗО), ПОС-40.
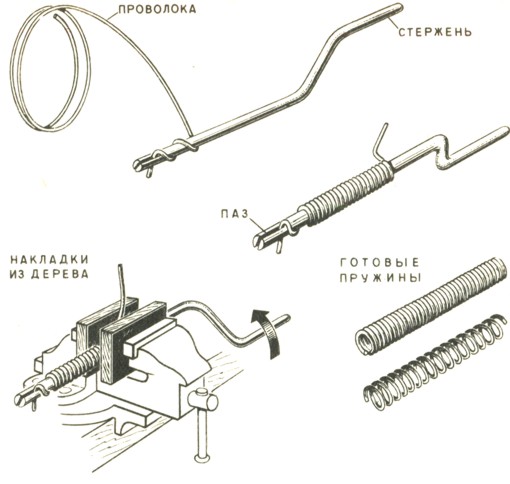
Рис. 69. Навивка цилиндрических пружин в тисках
Золото, серебро, платину применяют на контактах реле радиоуправляемых моделей, так как только они обеспечивают надежные контакты.
Читать далее про авиамодели, материалы, работу с инструментами и различными материалами...
p.s. При копировании материалов и фотографий ссылка на сайт обязательна.
Саратов 2007-2015 г.
Авиатехника,
Железнодорожная техника,
Автотехника,
Водная техника,
Космическая техника,
Военная техника,
Сельскохозяйственная
техника, Бытовая техника,
Радиоэлектроника,
Электрика,
Энергетика,
Механика,
Мебель своими руками,
Строительство,
Ремонт,
Приусадебное хозяйство,
Инструменты,
Полезные советы,
Конструктор-конструктору,
Технические статьи,
Исторические хроники,
Неопознанное,
Из области фантастики,
Полезные ссылки,
Обмен ссылками,
Размещение
статей, рекламы
Смотрите также интересные ссылки:
Автохимия для авто Мойка вагонов, разработки для железнодорожного транспорта и
метрополитена
Бесконтактная мойка авто и транспорта Средства
для Ультразвука и ультразвуковых ванн
Дезинфицирующие средства