Авиатехника,
Железнодорожная техника,
Автотехника,
Водная техника,
Космическая техника,
Военная техника,
Сельскохозяйственная
техника, Бытовая техника,
Радиоэлектроника,
Электрика,
Энергетика,
Механика,
Мебель своими руками,
Строительство,
Ремонт,
Приусадебное хозяйство,
Инструменты,
Полезные советы,
Конструктор-конструктору,
Технические статьи,
Исторические хроники,
Неопознанное,
Из области фантастики,
Полезные ссылки,
Обмен ссылками,
Размещение
статей, рекламы

Все о конструировании, в помощь конструктору, советы бывалых, статьи для детского и взрослого творчества
Дата создания
сайта:
24/02/2013
Дата обновления главной страницы:
09.06.2015 22:43
![]()
1.
Малыш-богатырь. Консольный пресс.
3. Умельцы совершенствуют косу
4. Телеконвертер своими руками
6. Изобретение веломобиля продолжается, от схем и эскизов к макетам и чертежам
7. Десять конструкций веломобилей с чертежами.
8. Строим катера, лодки, яхты - 15 проектов водных судов
9. Триста практических советов водителям яхт, катеров, лодок, водных судов
1. Малыш-богатырь. Консольный пресс.
При работе с металлом часто приходится гнуть, штамповать, вытягивать из листовых материалов различною детали, просекать, прокалывать, вырубать в них всевозможные отверстия. Такие операции выполняют с помощью пресса и набора штампов. Однако учебный гидравлический пресс, обычно применяемый для этого, имеет недостатки: на нем нельзя работать с листовым материалом шире 80 мм, у него нет обратного усиленного хода, да и скорость перемещения поршня мала. К тому же для крепления инструментов нужны специальные приспособления.
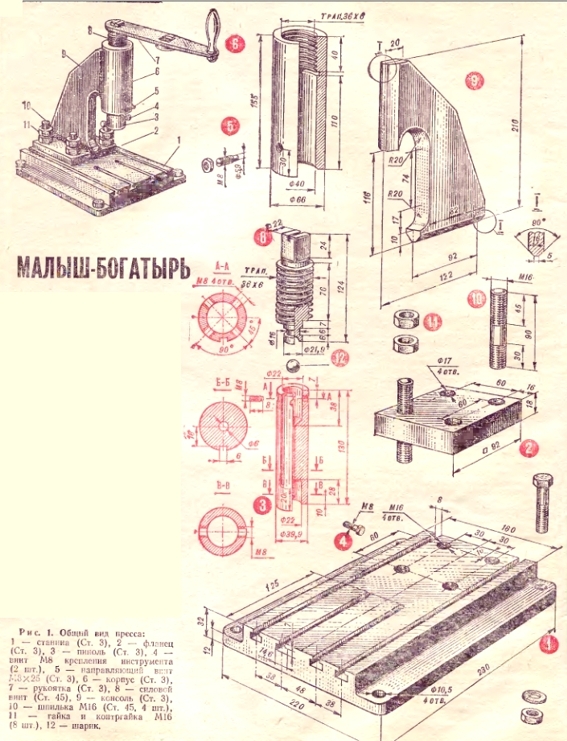
Предлагаемый консольный винтовой пресс (рис. 1) с
максимальным усилием три тонны лишен перечисленных недостатков. Детали
пресса можно изготовить на токарном и фрезерном станках даже в учебной
мастерской. Однако основные трудности связаны не с вытачиванием деталей,
в с их сваркой. Так, узел, состоящий на консоли, фланца и корпуса,
следует сначала наживить - прихватить электросваркой на дерев чином
кондукторе, а затем уже доваривать короткими швами попеременно с обеих
сторон, уменьшая тем самым сварочные деформации. Но как бы тщательно ни
был а осуществлена эта операция, местная деформация конструкции не
исключена. Вот почему отверстие диаметром 40 мм в корпусе сначала надо
проточить 0 36 мм, а после сверки узла расточить до номинального
диаметре, навинтив сваренную конструкцию на оправку с винтовой
трапециедальной резьбой. Не снимая узел с справки, протачивают и
плоскость фланца, сопрягающуюся со станиной.
Верхнюю часть пресса собирают в с последующем порядке. В отверстие
пиноли вкладывают шарик 0 21,43 мм, взятый от вышедшего из строя
шарикоподшипника, затем туда же вставляют хвостовик силового винта и
соединяют его с пинолью четырьмя удерживающими винтами М8Х8, по
конфигурации идентичными направляющему винту (рис. 1). Удерживающие
винты нужны для возврата пиноли в верхнее положение. Шарик же передает
усилие с хвостовика силового винта не пиноль. Если шарика названного
диаметра не окажется, то можно применить другой, но диаметром не менее
17 мм. В этом случае уменьшают глубину гнезда в пиноли или увеличивают
длину хвостовика силового винта. А можно воспользоваться просто круглыми
прокладками на листовой латуни, суммарная толщина которых равна разности
диаметров расчетною и применяемого шариков.
Силовой винт с пинолью смазывают солидолом или машинным маслом,
вставляют в корпус снизу и ввинчивают в резьбу. Теперь в боковое
отверстие в корпусе вворачивают направляющий винт и контрят его гайкой.
Конец винта находится в продольной канавке пиноли и препятствует ее
вpaщению при перемещении вверх-вниз.
Затем верхнюю часть пресса крепят на станине. В резьбовые отверстия
вворачивают шпильки и надевают на них фланец. Кстати, при необходимости
рабочую высоту пресса можно увеличить, если под фланец подложить
прокладку толщиной IS мм, повторяющую его форму.
Пресс желательно прикрепить к верстаку болтами или шурупами (для этого в
углах станины имеются четыре отверстия). При работе силовой винт вращают
рукояткой, сваренной из нескольких деталей (рис. 2). Используя тот или
иной ключ рукоятки, можно создавать на инструменте, закрепленном в
пиноли, давление различной величины.
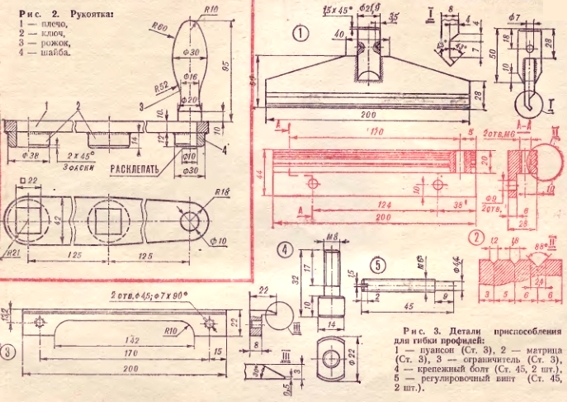
Один из применяемых инструментов - приспособление для
гибки профилей - показан на рисунке 3. Основу его составляет пера
пуансон - матрица. Пуансон сгаран из двух деталей и крепится винтами в
осевом отверстии пиноли. Матрица же фиксируется точно год пуансоном
крепежными болтами и гайками. Головки болтов при этом вставляются а пазы
станины.
Для удобства установки на матрице заготовок сделан ограничитель. В его
отверстия вставляют и слегка расклепывают - лишь бы не выпадали -
стержни регулировочных винтов, которые ввинчиваются затем узкой
отверткой в резьбовые отверстия матрицы, что позволяет устанавливать
губу ограничителя у одной на трех ее канавок. Этим и задают положение
заготовок не матрице. С помощью приспособления можно гнуть из жести,
латуни или алюминия уголки, швеллеры, железные профили без последующей
обработки. Такие профили широко применяются и в кружках авто-, судо- и
железнодорожного моделизма, поэтому пресс - большое подспорье юным
моделистам и конструкторам.
Г. Тимошечкин (По материалам журнала МК 05/1982)
2.
p.s. При копировании материалов и фотографий ссылка на сайт обязательна.
Авиатехника,
Железнодорожная техника,
Автотехника,
Водная техника,
Космическая техника,
Военная техника,
Сельскохозяйственная
техника, Бытовая техника,
Радиоэлектроника,
Электрика,
Энергетика,
Механика,
Мебель своими руками,
Строительство,
Ремонт,
Приусадебное хозяйство,
Инструменты,
Полезные советы,
Конструктор-конструктору,
Технические статьи,
Исторические хроники,
Неопознанное,
Из области фантастики,
Полезные ссылки,
Обмен ссылками,
Размещение
статей, рекламы
Смотрите также интересные ссылки:
Автохимия для авто Мойка вагонов, разработки для железнодорожного транспорта и
метрополитена
Бесконтактная мойка авто и транспорта Средства
для Ультразвука и ультразвуковых ванн
Дезинфицирующие средства