Авиатехника,
Железнодорожная техника,
Автотехника,
Водная техника,
Космическая техника,
Военная техника,
Сельскохозяйственная
техника, Бытовая техника,
Радиоэлектроника,
Электрика,
Энергетика,
Механика,
Мебель своими руками,
Строительство,
Ремонт,
Приусадебное хозяйство,
Инструменты,
Полезные советы,
Конструктор-конструктору,
Технические статьи,
Исторические хроники,
Неопознанное,
Из области фантастики,
Полезные ссылки,
Обмен ссылками,
Размещение
статей, рекламы

Все о конструировании, в помощь конструктору, советы бывалых, статьи для детского и взрослого творчества

Дата создания
сайта:
24/02/2013
Дата обновления главной страницы:
03.03.2015 20:06
Паяние
Паяние - процесс соединения металлических деталей при помощи более
легкоплавкого металла или сплава.
Припоями называют сплавы, предназначенные для паяния. Температура
плавления припоя должна быть ниже температуры плавления спаиваемых
изделий.
Все припои делятся на две группы - мягкие и твердые. В моделировании из
мягких припоев применяют оловянные, из твердых - серебряные и медные.
Олово - мягкий металл серебристо-белого цвета с температурой плавления
232° С, который может служить припоем в чистом виде.
Из-за дороговизны, а также из-за того, что сплавы олова со свинцом легче
плавятся и ими легче работать, чаще всего применяют 30-процентный сплав
олова со свинцом, так называемый третник (табл. 16).
Таблица 16 Мягкие припои
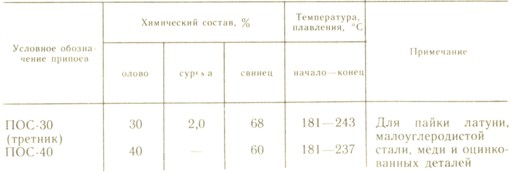
Чистое олово можно отличить от третника по характерному скрипу,
издаваемому оловянной палочкой при изгибе.
В моделировании рекомендуется применять наиболее прочный оловянный
припой ПОС-40, состоящий из 40% олова и 60% свинца; сопротивление
разрыва такого припоя около 4 кгс/мм2. Чтобы приготовить такой припой,
отвешивают в нужном количестве свинец и олово. Затем свинец плавят в
металлической посуде, добавляют олово и после тщательного размешивания
полученный сплав выливают в желобки, сделанные в песке или литейной
земле.
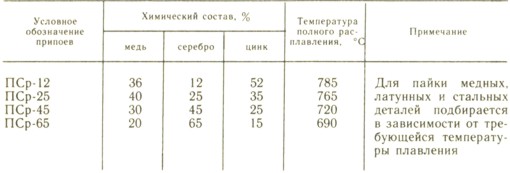
Механические свойства серебряных припоев зависят от содержания в них
чистого серебра.
Твердые припои (табл. 17) применяют для паяния деталей, которые должны
обеспечить прочное соединение и подвергаются последующей никелировке,
хромированию и другим видам покрытий. К таким деталям относятся шасси
музейных моделей, модели механизмов и регулирующие устройства летающих
моделей.
Таблица 17 Твердые припои
Серебряные припои можно изготовить следующим образом. Из отвешенных в
нужной пропорции составных частей припоя в первую очередь плавят медь
(температура плавления 1083° С). Когда медь расплавится, ее засыпают
мелко растолченным древесным углем, через слой угля толщиной до 5 мм
вводят серебро, смешивают с медью стальной проволокой и быстро добавляют
цинк. Уголь, насыпанный на поверхность припоя, препятствует выгоранию
цинка и серебра во время плавки.
Прекратив нагрев, припой тщательно перемешивают и выливают на кирпич для
образования лепешки толщиной 1-2 мм. Припой режут на полоски и в этом
виде используют при пайке.
В качестве твердого медного припоя обычно пользуются листовой латунью
Л-62 и ЛС-59 (ГОСТ 2208 - 49), нарезанной узкими полосками шириной 3 - 5
мм. Температура плавления их 860° С.
Флюсы. Поверхности, подлежащие спайке, должны быть очищены от окалины,
грязи, окислов, остатков припоя. В этом заключается одно из условий
качественной пайки. Однако подготовленная поверхность под действием
воздуха быстро покрывается тонкой пленкой окисла, препятствующего
спайке. Для очищения поверхности металлов от окислов во время паяния
применяют флюсы: соляную кислоту (при паянии цинка), нашатырь (при
паянии латуни и луженой жести) и хлористый цинк (при паянии стали, меди
и их сплавов). Флюсы наносят кисточкой на поверхности деталей перед их
нагреванием. Окислы растворяются в протраве и стекают с детали.
Хлористый цинк легко изготовить следующим образом. В крепкую соляную
кислоту бросают нарезанный кусочками цинк до тех пор, пока он не
перестанет растворяться. Для улучшения очищающих свойств хлористого
цинка в полученный раствор добавляют нашатырь (хлористый аммоний) в
следующем количестве: на 16 частей растворенного цинка 10 частей
нашатыря. Такой раствор обыкновенно называют паяльной кислотой.
Оставаясь на поверхности спаиваемых деталей, хлористый цинк может
вызвать коррозию металла. Поэтому после паяния детали нужно хорошо
промыть горячей водой.
Хранить паяльную кислоту лучше всего в устойчивом флаконе с надписью.
Через пробку можно пропустить кисточку, немного недостающую до дна (рис.
74).
Нашатырь в кусках и порошке применяется для очистки паяльников. Удобнее
пользоваться кусковым нашатырем.
Канифоль, используемая в качестве флюса при паянии латуни, обладает тем
достоинством, что не разрушает поверхности, поэтому металл не
корродирует в местах пайки. Это особенно ценно при пайке электрических
проводников, которые не рекомендуется промывать водой. Для удобства
канифоль можно растолочь и развести эфиром или спиртом до густоты меда.
Полученную массу наносят на место пайки проволокой. Удобен в работе
специальный лак для пайки, то есть жидкий канифольный флюс.
При пайке твердыми припоями флюсом служит плавленая бура (борнокислый
натр).
Плавленую буру приготовляют из обыкновенной буры путем прокаливания ее и
последующего размельчения. Преимущество ее заключается в том, что при
прокаливании она теряет воду и в отличие от простой буры не вспучивается
при нагреве.
Смесь из 16 частей ортофосфорной кислоты (плотность 1,7) и 3,7 части
этилового спирта с 80 частями дистиллированной воды является также
хорошим универсальным флюсом.
Пайку мягкими припоями производят паяльниками.
Обыкновенный паяльник представляет собой кусок красной меди, насаженный
на ручку из толстой железной проволоки.
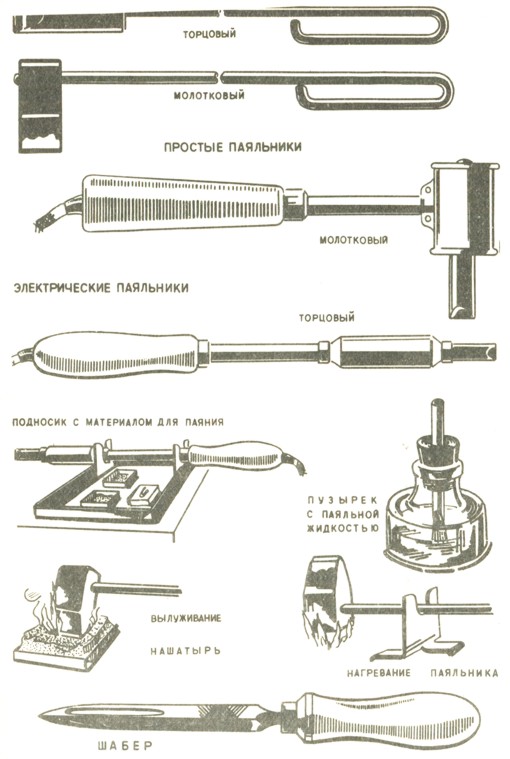
Рис. 74. Паяльники и паяльные принадлежности
По конструкции паяльники разделяются на торцовые и молотковые (см.
рис. 74). Размер паяльника выбирают в зависимости от массы спаиваемых
деталей. Чем больше масса детали, тем больше должен быть паяльник.
Нагревать паяльник следует с толстого конца до температуры 350-400° С.
Не следует перегревать паяльник, так как перегрев вызывает появление
раковин, то есть сгорание слоя олова на конце паяльника и выгорание
меди.
Электрический паяльник значительно удобнее в работе. Нагревательный
элемент паяльника представляет собой проволоку из нихрома, намотанную
вокруг медного стержня паяльника между слоями слюды.
Поверхности деталей, подлежащих пайке, зачищают шабером и покрывают
флюсом. Затем острие паяльника, нагретого до 350-400° С, зачищают
напильником (можно куском кирпича), смазывают протравой, протирают в
куске нашатыря и прижимают к палочке припоя. Если припой не пристал к
острию паяльника, операцию повторяют, добиваясь того, чтобы конец
паяльника покрылся слоем припоя с нависшей каплей. Причинами
первоначальной неудачи могут быть грязь на паяльнике, недогрев или
перегрев. Недогрев узнается по слабому плавлению припоя под паяльником,
перегрев - по сгоранию флюса. Каплю расплавленного припоя, повисшую на
конце паяльника, наносят на место пайки и одновременно прижимают
паяльник, стремясь прогреть детали. Если детали при паянии были
основательно прогреты паяльником, припой растекается настолько хорошо,
что зачистка места спайки не требуется.
Неровная поверхность пайки указывает на слабый прогрев шва и на то, что
размеры паяльника малы.
Если несколько деталей расположены вплотную, существует опасность, что
при пайке одной детали другие будут отпаиваться. Этого можно избежать,
быстро действуя хорошо прогретым паяльником. Детали, расположенные
вблизи места пайки, следует покрыть мокрым асбестом.
Паять мягкими припоями можно не только паяльником, но и на горелках.
Перед началом работы места пайки необходимо тщательно зачистить шкуркой
или шабером. Зачищенные детали прикладывают одну к другой, смазывают
протравой или флюсом, кладут на место пайки стружку припоя, а затем
место пайки нагревают на пламени горелки.
Сначала начинает плавиться флюс, затем растекается припой, в этот момент
нагрев прекращают и детали охлаждают.
Для нагрева спаиваемых деталей применяются спиртовки, керосиновые и
бензиновые горелки, а также паяльные лампы.
Спиртовка (рис. 75) обеспечивает прогрев до температуры плавления
твердого припоя только самых мелких деталей (температура пламени не
превышает 900° С).

Рис. 75. Спиртовка
Керосиновая лампочка - <коптилка> (рис. 76) -
обеспечивает прогрев мелких деталей при поддуве паяльной трубкой. Этот
способ нагрева удобен тем, что создается очень тонкий язык пламени,
который можно направить в нужное место (температура пламени до 1000° С).
Примеры пайки показаны на рис. 77.
Бензиновая горелка (рис. 78) обеспечивает высокую температуру нагрева
(до 1100° С). Сила и величина ее пламени легко регулируется. Горелка
годится для пайки почти всех деталей, встречающихся при изготовлении
моделей. Горелку такого типа можно изготовить самому. Вместо резиновой
груши можно применить ручной мех или компрессор.
Зуботехническая паяльная горелка очень удобна в работе и позволяет паять
и нагревать в условиях комнаты разнообразные детали. Такие горелки
выпускаются промышленностью под названием зуботехнического паяльного
аппарата (рис. 79, 80). Температура пламени горелки достигает 1100° С.
Газовые горелки, работающие на сжатом пропане, весьма успешно
применяются моделистами в мастерских и лабораториях, где можно
пользоваться небольшими баллонами сжатого сжиженного под давлением
пропана. Горелка дает высокую температуру острого, хорошо регулируемого
пламени, устойчивого непрерывного горения (рис. 81).
В качестве подводящего шланга удобно автомобильный шланг.
Рис. 76. Паяние на керосиновой коптилке с поддувом паяльной трубкой
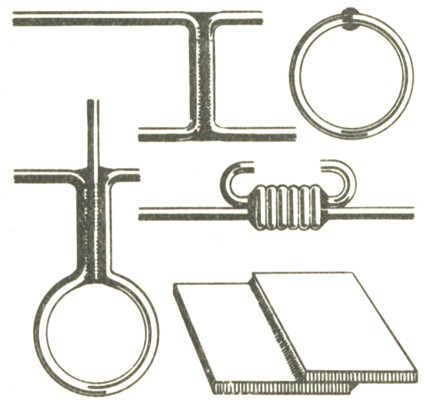
Рис. 77. Примеры пайки

Рис. 78. Бензиновая горелка

Рис. 79. Зуботехнический паяльный аппарат
Паяльные лампы (рис. 82), работающие на бензине второго сорта и
керосине, дают большое пламя и применяются для нагревания крупных
паяльников и для пайки твердыми припоями. Температура пламени паяльной
лампы около 1100° С.
При пайке твердыми припоями зачищенные места нагревают на горелке,
посыпают бурой и на место шва кладут припой. При дальнейшем повышении
температуры припой растекается и заливает шов. После этого нагрев
прекращают и охлаждают шов на воздухе. На рис. 83 показана деталь,
спаянная твердым припоем (стойка шасси музейной модели).
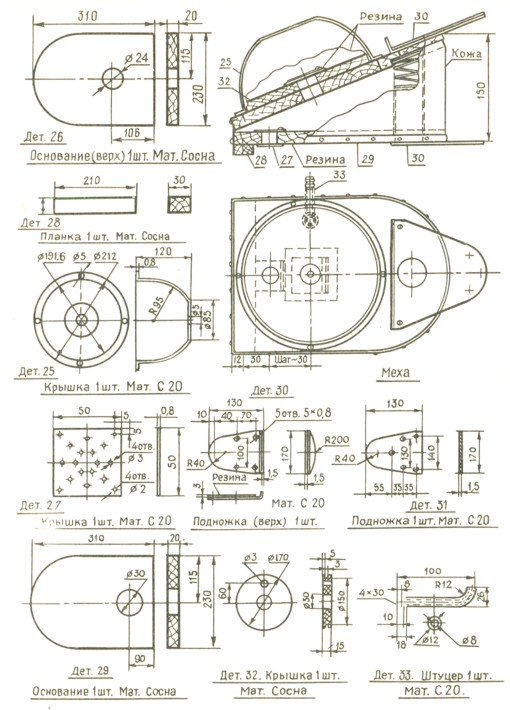
Рис. 80. Рабочие чертежи паяльного аппарата
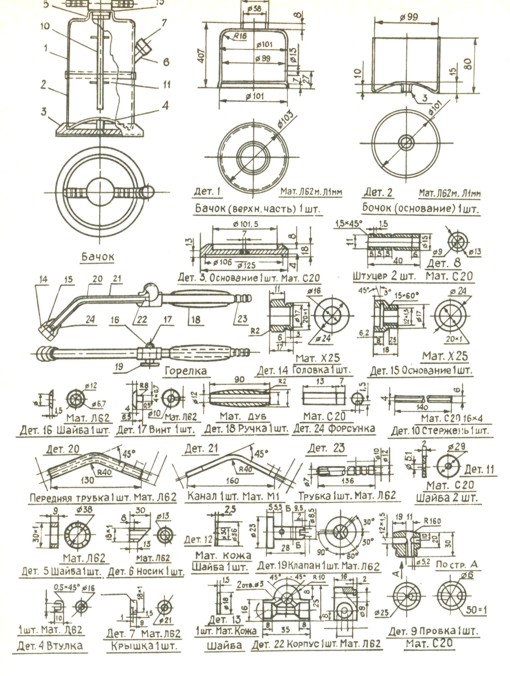
Рис. 80 (продолжение) Рабочие чертежи паяльного аппарата
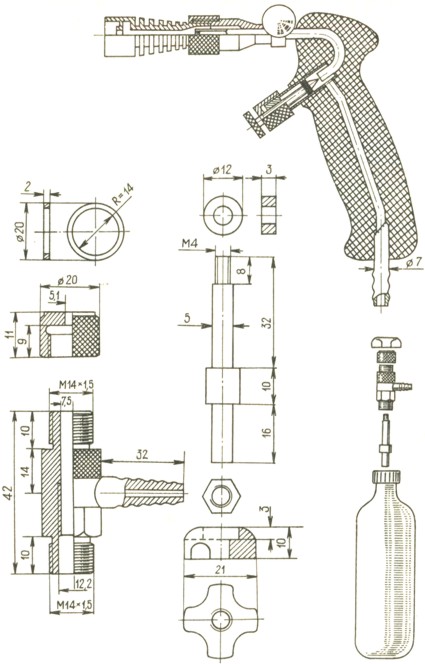
Рис. 81. Горелка, работающая на сжатом газе (пропане)
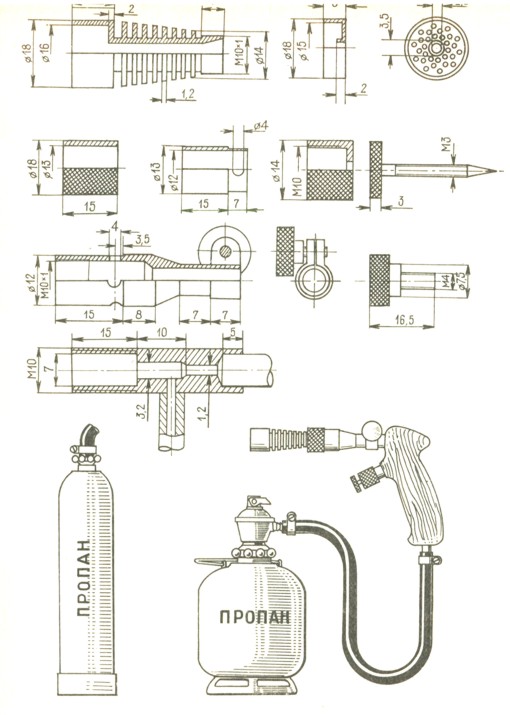
Рис. 81 (продолжение) Горелка, работающая на сжатом газе (пропане)
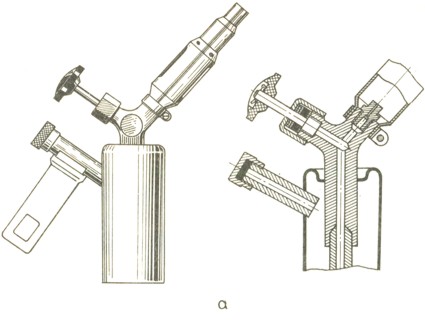
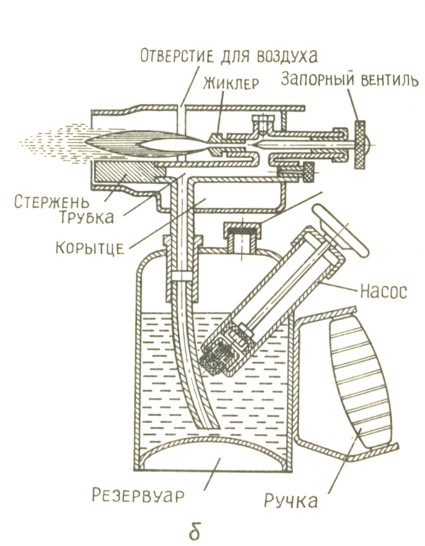
Рис. 82. Паяльные лампы: -без подкачки насосом; б -с подкачкой насосом
Рис. 83. Стойка шасси музейной модели, спаянная твердым припоем
Читать далее про авиамодели, материалы, работу с инструментами и различными материалами...
p.s. При копировании материалов и фотографий ссылка на сайт обязательна.
Саратов 2007-2015 г.
Авиатехника,
Железнодорожная техника,
Автотехника,
Водная техника,
Космическая техника,
Военная техника,
Сельскохозяйственная
техника, Бытовая техника,
Радиоэлектроника,
Электрика,
Энергетика,
Механика,
Мебель своими руками,
Строительство,
Ремонт,
Приусадебное хозяйство,
Инструменты,
Полезные советы,
Конструктор-конструктору,
Технические статьи,
Исторические хроники,
Неопознанное,
Из области фантастики,
Полезные ссылки,
Обмен ссылками,
Размещение
статей, рекламы
Смотрите также интересные ссылки:
Автохимия для авто Мойка вагонов, разработки для железнодорожного транспорта и
метрополитена
Бесконтактная мойка авто и транспорта Средства
для Ультразвука и ультразвуковых ванн
Дезинфицирующие средства