Авиатехника,
Железнодорожная техника,
Автотехника,
Водная техника,
Космическая техника,
Военная техника,
Сельскохозяйственная
техника, Бытовая техника,
Радиоэлектроника,
Электрика,
Энергетика,
Механика,
Мебель своими руками,
Строительство,
Ремонт,
Приусадебное хозяйство,
Инструменты,
Полезные советы,
Конструктор-конструктору,
Технические статьи,
Исторические хроники,
Неопознанное,
Из области фантастики,
Полезные ссылки,
Обмен ссылками,
Размещение
статей, рекламы

Все о конструировании, в помощь конструктору, советы бывалых, статьи для детского и взрослого творчества

Дата создания
сайта:
24/02/2013
Дата обновления главной страницы:
03.03.2015 20:31
Опиливание
Одной из операций, дающих возможность получить деталь такой формы,
какую нельзя получить обработкой на станке, является опиловка. В
большинстве случаев опиловка - окончательная операция, после чего
следует отделка и сборка. Опиловкой можно добиться точности до 0,02 мм.
Когда требуется еще большая точность, изделия после опиловки подвергают
шабровке или шлифованию. Инструментом для опиловки служат различные
напильники (рис. 99).
По размерам насечки различают драчевые (4-12 насечек на 1 см), личные
(13-26) и бархатные напильники (26-40).
Драчевые напильники применяют для грубой опиловки и первоначального
придания формы, личные и бархатные - для окончательной отделки и
доводки. Чем мельче насечка напильника, тем чище обработанная им
поверхность. Самые маленькие напильники, имеющие тонкую ручку (иногда с
накаткой), называются надфилями.
По форме сечения различают плоские, круглые, трехгранные, квадратные,
полукруглые, ножевидные и ромбовидные напильники и надфили. Такое
разнообразие форм определяется необходимостью опиливать различные
фасонные контуры.
Наиболее часто употребляются напильники длиной от 75 до 500 мм.
Кроме прямых надфилей, для обработки вогнутых поверхностей и пазов
применяются фасонные и гнутые надфили (см. рис.
99).
При обработке напильником деталь зажимают в тиски. Чтобы получать ровные
плоскости, необходимо применять правильные приемы опиливания.
Рабочая поверхность напильника должна быть чистой. Если во время работы
напильник забивается остатками стружек, застрявших в насечке,
рекомендуется прочистить его железной пластинкой.
Напильники и надфили быстро тупятся и выходят из строя, если их хранят в
ящике навалом. Объясняется это тем, что каленые насеченные поверхности
напильников, соприкасаясь между собою, взаимно сбивают и выкрашивают
режущие кромки. Чтобы уберечь напильники от преждевременного затупления,
их хранят в специальных гнездах, а надфили - в колодках (рис.100).
Необходимо также оберегать напильники от попадания на них масла, грязи и
абразивной пыли.
Для обработки мягких металлов, как, например, сплавов алюминия, магния и
свинца, хорошо зарекомендовали себя рашпили с глубокой фрезерованной
насечкой прямой или полукруглой конфигурации. Режущие кромки таких
напильников не забиваются стружкой, поэтому поверхность получается
чистой, без задиров.
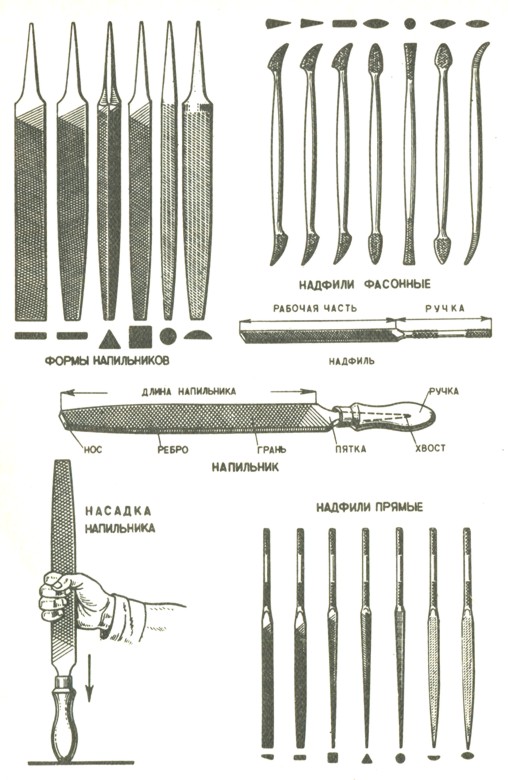
Рис. 99. Напильники и надфили
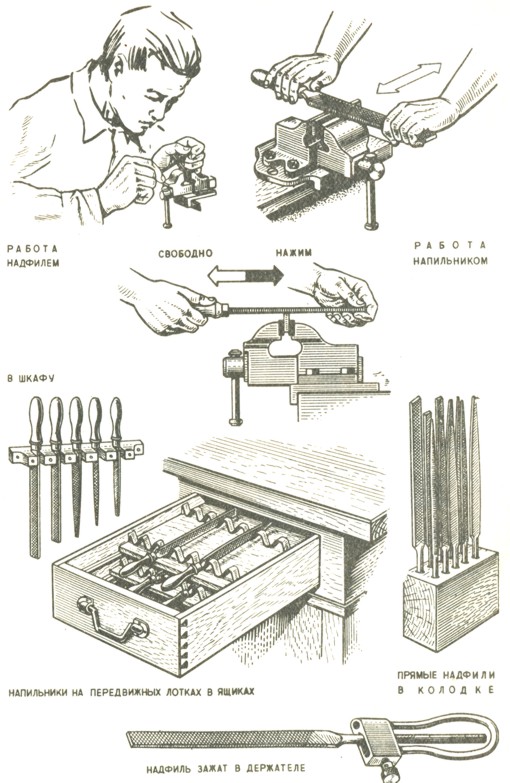
Рис. 100. Работа напильниками и их хранение
Читать далее про авиамодели, материалы, работу с инструментами и различными материалами...
p.s. При копировании материалов и фотографий ссылка на сайт обязательна.
Саратов 2007-2015 г.
Авиатехника,
Железнодорожная техника,
Автотехника,
Водная техника,
Космическая техника,
Военная техника,
Сельскохозяйственная
техника, Бытовая техника,
Радиоэлектроника,
Электрика,
Энергетика,
Механика,
Мебель своими руками,
Строительство,
Ремонт,
Приусадебное хозяйство,
Инструменты,
Полезные советы,
Конструктор-конструктору,
Технические статьи,
Исторические хроники,
Неопознанное,
Из области фантастики,
Полезные ссылки,
Обмен ссылками,
Размещение
статей, рекламы
Смотрите также интересные ссылки:
Автохимия для авто Мойка вагонов, разработки для железнодорожного транспорта и
метрополитена
Бесконтактная мойка авто и транспорта Средства
для Ультразвука и ультразвуковых ванн
Дезинфицирующие средства