Когда человек научился добывать металлы, он начал их обрабатывать
ударами. Так родилась ковка. На плоский массивный камень клали кусок
металла и били по нему другим камнем, привязанным к деревянной рукоятке.
Это были первые наковальня и молот. Потом появились железные молот и
наковальня, простейшие инструменты - бородки, зубила, гладилки и т. п.
Сначала металлы ковали в холодном состоянии, это была долгая и трудная
работа. Потом заготовки начали нагревать. Нагретый металл не только
легче принимал нужную форму, но и становился плотнее по своей структуре.
Самый тяжелый ручной молот имел массу 20-30 кг, и орудовать им мог
только очень сильный человек - кузнец. В XVI в. появились молоты массой
до 400 кг. Они приводились в движение энергией падающей воды. В 1839 г.
английский инженер Дж. Несмит изобрел паровой молот. Он состоял из
массивной станины, в верхней части которой находился рабочий цилиндр, а
в нем поршень, передвигающийся вверх и вниз.
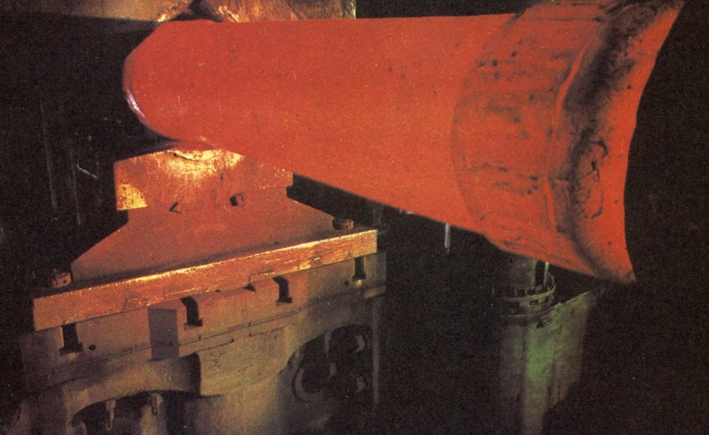
Кузнечный цех по ковке металла
На конце поршня - шток, к которому прикреплен тяжелый боек. Когда пар
подается в пространство под поршнем, он поднимается вверх. Затем пар
из-под поршня выпускают и нагнетают его в пространство над поршнем.
Поршень устремляется вниз, и боек производит удар. По такому же принципу
работают и современные паровоздушные пневматические молоты.
Масса бойка молота Несмита достигала нескольких тонн. Но скоро и этого
оказалось мало. Гребные валы судов, стволы орудий, другие массивные
изделия требовали все более мощных ударов. Появились гидравлические
прессы - огромные, иногда высотой с двухэтажный дом, машины для
обработки металлов давлением. Они не бьют по заготовке, а сдавливают ее,
прессуют, придавая нужную форму. На прессах можно обработать детали
очень большой массы; разумеется, сам пресс для этого должен быть
достаточно мощный. Для изготовления деталей самолета <Антей>, например,
применяется пресс, создающий усилие 750 МН.
Ковка и прессование не только придают металлу нужную форму, они еще и
улучшают его механические свойства - повышают прочность, упругость и т.
д. Это основное преимущество обработки металлов давлением перед другими
способами придания им нужной формы - литьем, резанием и т. д.
Прежде чем ковать или прессовать металл, его нагревают. Это очень важно
- правильно нагреть металл. На молотах и прессах можно обрабатывать
металл двумя способами: свободной ковкой и штамповкой.
При свободной ковке заготовка, которую нужно отковать, лежит не
закрепленная на наковальне, над которой вверх и вниз ходит боек. От
ударов металл расплющивается, осаживается: ширина и длина заготовки
увеличиваются, а толщина уменьшается. Затем заготовку поворачивают и
вновь куют. Эти операции повторяют до тех пор, пока заготовка не примет
нужной формы. Так же производят свободную ковку и на прессах, только
здесь заготовку обрабатывают не ударом, а медленным сдавливанием.
Свободная ковка применяется, когда нужно сделать либо небольшое
количество поковок, либо уникальные по массе или форме изделия. При
массовом производстве одинаковых деталей их не куют, а штампуют.
Штамповка - это, по сути, та же ковка, но здесь заготовка лежит не на
наковальне , а в особой форме - штампе. Сам штамп состоит из двух
половин: нижняя закреплена на наковальне, а верхняя прикреплена к бойку
молота. Металл укладывают на нижний штамп, и при ударе, когда обе
половины штампа сходятся, металл заполняет их внутреннюю полость,
принимая ее форму. Поковки, полученные таким способом (их называют
штамповками), по форме и размерам значительно ближе к изделию, чем
полученные свободной ковкой. А значит, при последующей обработке в
стружку уходит меньше металла (см. Безотходная технология).
Штамповка гораздо производительнёе свободной ковки. За то время, в
которое отковываются 1-2 детали, можно отштамповать на современном
прессе или молоте десятки, а то и сотни деталей.
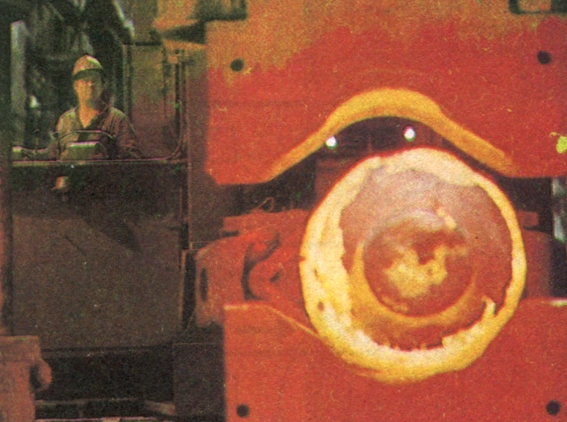
Кузнец за работой в цехе завода
В последнее время появились новые методы придания металлу требуемой
формы. Один из них - штамповка взрывом. Этому способу поддаются даже
самые твердые металлы. Штамповку взрывом производят в воде, в
специальных бассейнах. Над формой закрепляется лист металла, а над ним,
на точно рассчитанном расстоянии, подвешивается взрывчатое вещество.
Затем производят взрыв. Вода равномерно распределяет взрывную волну,
которая с удивительной точностью вдавливает металл в форму.
Второй перспективный метод - гидро -экструзия (гидростатическое
прессование) - основан на том, что жидкость практически несжимаема.
Прессование осуществляется в стальном цилиндре, в дне которого вырезано
отверстие по форме будущего изделия. У металлической заготовки заостряют
конец и вставляют его в это отверстие. Затем цилиндр
заполняют специальной жидкостью, а сверху вставляют поршень, соединенный
со штоком очень мощного пресса. Поршень давит на жидкость, и она
продавливает металл через отверстие в дне цилиндра. Такое прессование
позволяет получать изделия очень точной и сложной формы из
всевозможных металлов и сплавов, в том числе хрупких, которые обычной
ковке и штамповке не поддаются.