Когда в мартеновской печи, конвертере или электропечи
(см. Электрометаллургия) заканчивается плавка, сталь выпускают в
специальные ковши, а затем разливают в изложницы - узкие и высокие
чугунные формы. Когда сталь застывает, слитки <раздевают:>, т. е.
снимают с них изложницы, и отправляют для дальнейшей обработки на
прокатных станах. Масса слитков бывает самой различной - от десятков
килограммов до десятков тонн.
Сталь в изложницах застывает неравномерно. Сначала твердеют и
кристаллизуются наружные слои, затем кристаллы прорастают внутрь слитка.
Неравномерное охлаждение приводит к образованию в верхней части слитка
пустоты - усадочной раковины. Поэтому верхнюю часть слитка перед
прокаткой приходится обрезать. Получаются большие отходы - до 15% массы
слитка.
А нельзя ли получать слитки без усадочной раковины? Можно, если сделать
слиток бесконечным. Именно эта идея легла в основу машины непрерывного
литья заготовок (МНЛЗ). В нашей стране первая промышленная машина такого
типа начала работать в 1955 г. на горьковском заводе <Красное Сормово>.
Сейчас на наших заводах работают десятки МНЛЗ.
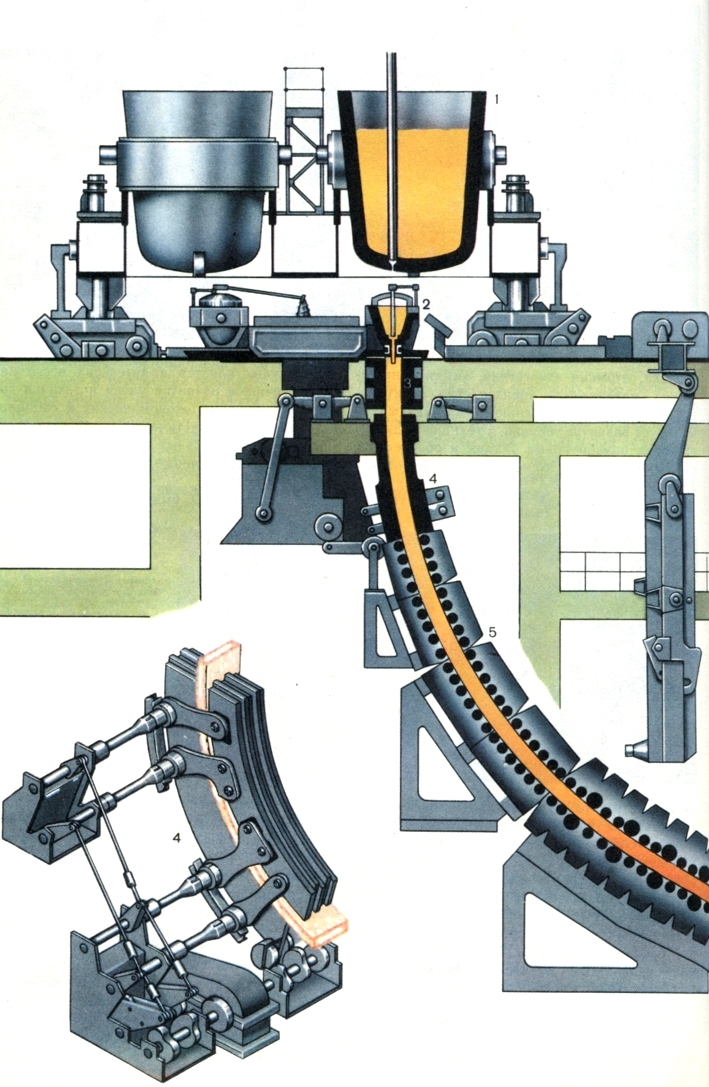
Главная часть МНЛЗ - кристаллизатор, имеющий в сечении ту форму, какая
требуется от слитка, - квадрат или прямоугольник. Его делают из листовой
меди, с двойными стенками, между которыми циркулирует вода, отбирая
тепло. Ниже кристаллизатора расположена система дополнительного
охлаждения, которая позволяет регулировать скорость затвердевания
слитка. Затем - тянущее устройство, втягивающее слитки из
кристаллизатора, и система вращающихся роликов. Над кристаллизатором
расположено приемное устройство, куда заливают жидкую сталь из ковша.
Сталь наполняет кристаллизатор, но вытечь из него не может: дно его
закрыто металлическим брусом - затравкой. Один конец затравки <запирает>
кристаллизатор, другой зажат в валках тянущего устройства.
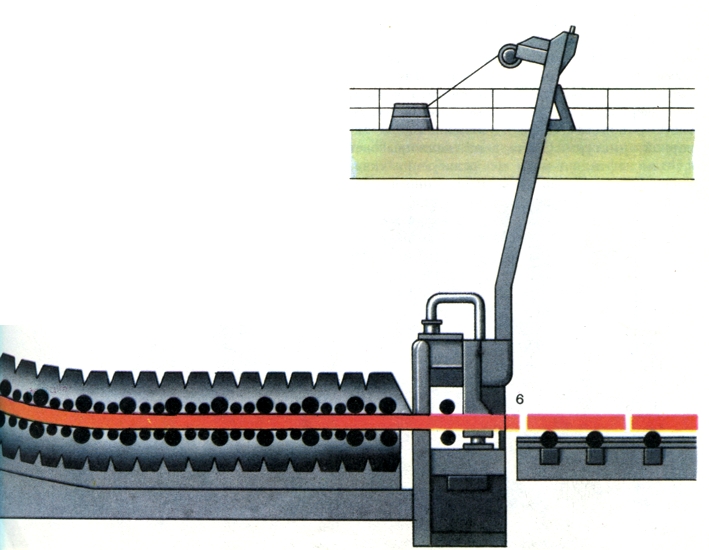
Когда наружные слои стали в кристаллизаторе затвердевают и она
приваривается к затравке, начинают вращаться валки тянущего устройства.
Затравка выходит из кристаллизатора и вытягивает за собой слиток. Он
попадает под <душ> дополнительного охлаждения и затвердевает еще больше.
А потом затравку отрезают, и валки вытягивают из кристаллизатора сам
слиток.
Процесс начинает идти непрерывно. В кристаллизатор все время заливают
жидкую сталь, а из валков выходит уже твердая заготовка.
Преимущества непрерывного литья стали, кроме сокращения расхода металла,
- улучшение его качества, полная механизация и автоматизация процесса
разливки. К 1990 г.