Сталевары выплавили сталь и отлили из нее слитки - огромные бруски
стали. Теперь эти слитки нужно превратить в изделия - в двигатель или
кузов автомобиля, железнодорожный рельс или строительную балку, станок и
во множество других предметов различной формы и размеров. Но для этого
необходимо, чтобы слиток принял удобную для изготовления деталей форму -
либо длинного бруса с поперечным сечением в виде квадрата, круга, балки,
либо стального листа или проволоки и т. д. Слиток принимает различные
формы на прокатных станах. Для этого его раскатывают стальными валками,
вращающимися навстречу друг другу. Между валками имеется определенное
пространство - зазор, в который они втягивают металл, обжимают его,
заставляют уменьшаться по высоте и вытягиваться в длину. При этом
улучшается структура металла: устраняются (<завариваются>) мелкие поры,
имеющиеся в слитке.
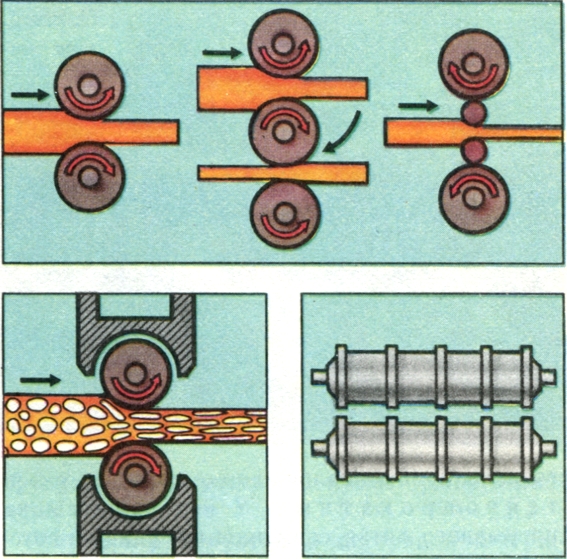
Схема валков различных станов: дуо (блюминг);
трио (сортовой стан); кварто (листопрокатный стан). Внизу с лева: под
давлением изменяется кристаллическая решетка металла. Внизу справа:
валки блюминга, через калибры металл проходит от 11 до 19 раз.
Слиток обычно проходит через несколько прокатных станов. Блюминги или
слябинги-обжимные прокатные станы, их назначение - обжать слиток,
превратить его в длинный брус (блюм) или пластину (сляб), из которых
потом на других станах будут изготовлены те или иные изделия.
Производительность современных блюмингов и слябингов - порядка 6 млн. т
слитков в год, а масса слитков - от 10 до 18 т.
Перед обжимом слитки необходимо хорошо прогреть. Их выдерживают 4-6 ч в
нагревательных колодцах при 1100-1300°С. Затем слитки краном вынимают и
кладут на электрическую тележку - электрокар, который и подает их к
блюмингу или слябингу.
У блюминга - 2 огромных валка. Верхний может подниматься и опускаться,
уменьшая или увеличивая просвет до нижнего валка.
Раскаленный слиток, пройдя через валки, попадает на рольганг -
транспортер из вращающихся роликов. Оператор непрерывно меняет
направление вращения валков блюминга и роликов рольганга. Поэтому слиток
движется через валки то вперед, то назад, и каждый раз оператор все
больше уменьшает зазор между валками, все сильнее обжимая слиток. Через
каждые 5-6 проходов специальный механизм - кантователь переворачивает
слиток на 90°, чтобы обработать его со всех сторон. В конце концов
получается длинный брус, который по рольгангу направляется к ножницам.
Здесь брус делят на куски - блюмы.
Так же происходит прокатка и на слябинге, с той лишь разницей, что у
слябинга 4 валка - 2 горизонтальных и 2 вертикальных, которые
обрабатывают слиток сразу со всех сторон. Затем полученную длинную
пластину режут на плоские заготовки - слябы.
Блюминги и слябинги работают только на тех заводах, где разливка
стали производится старым способом - в изложницы. Там, где работают
машины непрерывного литья заготовок (MHJI3), получают уже готовые блюмы
или слябы. Со временем, когда МНЛЗ появятся на всех заводах, блюминги и
слябинги исчезнут.
Готовые блюмы и слябы идут в другие прокатные цехи, где на специальных
прокатных станах из них делают профили, или профильный металл, т.
е. заготовки определенной толщины, формы, профиля и т. д.
Листовые станы, прокатывающие слябы в лист, имеют гладкие валки.
На таких ; валках нельзя прокатать рельс или другое изделие сложного
профиля. В валках, например, рельсобалочных станов делаются вырезы
той формы, какая необходима для получения изделия. В каждом валке
вырезается как бы половина профиля будущего изделия. Когда валки
сближаются друг с другом, то получается, как говорят металлурги, ручей,
или калибр. На каждой паре валков таких калибров несколько: первый имеет
форму, только отдаленно похожую на форму изделия, последующие все больше
приближаются к ней, и, наконец, последний калибр в точности
соответствует тем размерам и форме изделия, какие надо получить. Сталь
неподатлива, и ее приходится деформировать постепенно, пропуская через
все калибры по очереди. Именно поэтому большинство станов имеют не одну
пару валков, а несколько. Станины с валками (их называют клети)
устанавливают параллельно, либо в ряд, либо в шахматном порядке.
Раскаленная заготовка мчится по рольгангам из клети в клеть, да еще в
каждой клети движется то вперед, то назад, проходя через все калибры.
Сейчас все большее распространение получают высокопроизводительные станы
непрерывной прокатки. Здесь клети стоят последовательно одна за другой.
Миновав одну клеть, заготовка попадает во вторую, в третью, в четвертую
и т. д. После каждого обжатия заготовка вытягивается, и каждая
последующая клеть должна за тот же промежуток времени пропустить через
себя заготовку все большей длины. Некоторые непрерывные станы
прокатывают металл со скоростью 80 м/с (290 км/ч), а в год они
обрабатывают несколько миллионов тонн. Например, производительность
листового широкополосового непрерывного стана <2000>, работающего на
Новолипецком металлургическом заводе, достигает 6 млн. т. В последние
годы во Всесоюзном научно-исследовательском институте металлургического
машиностроения (ВНИИметмаш) созданы принципиально новые станы -
литейнопрокатные. У них процессы непрерывного литья совмещены в единый
поток с непрерывной прокаткой. Уже много таких станов работает в нашей
стране для прокатки стальной, алюминиевой и медной проволоки. Эта
технология является весьма эффективной, и ее ждет большое будущее.
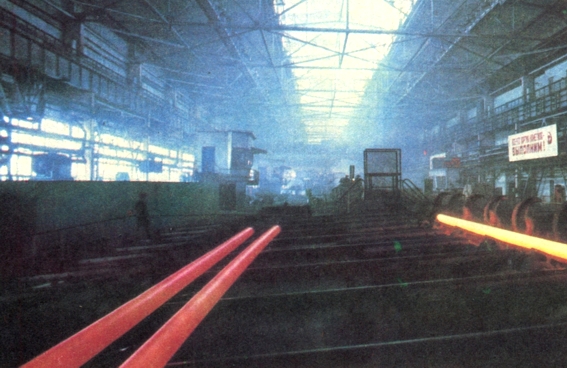
Участок прокатного стана
Потребность в трубах для транспортировки нефти и природного газа на
дальние расстояния вызвала необходимость создать трубные станы. Диаметр
нефтяных и газовых труб увеличивается. Первые трубопроводы были
диаметром 0,2 м, теперь выпускаются трубы больших диаметров - вплоть до
1,4 м.
Применяются две принципиально различные технологии производства труб.
При первом способе заготовку нагревают до 1200 1300°С, а затем на
специальном стане в ней проделывают отверстие (ее прошивают) -
получается короткая труба (гильза) с толстыми стенками. Потом гильзу
раскатывают в длинную трубу. Так получают бесшовные трубы. При втором
способе стальной лист или ленту сворачивают в трубку и сваривают по
прямой линии или по спирали (см. Сварка).
Большой производительностью обладают непрерывные агрегаты шовно-стыковой
сварки труб. Это комплекс из десятков машин и механизмов, работающих в
одной технологической линии. Здесь все автоматизировано: на долю
оператора, управляющего комплексом, остается только нажимать кнопки на
пульте управления. Начинается процесс с нагрева непрерывной стальной
ленты.
Затем машины сворачивают ее в трубу, сваривают по шву, вытягивают в
длину, уменьшают в диаметре, калибруют, разрезают на части, нарезают
резьбу; 500 м труб ежеминутно - такова производительность комплекса.
За последние годы в практике появилось новое направление: изготовлять на
прокатных
Схема работы промышленного 11 предприятия.
станах не заготовки, а сразу готовые детали машин. На таких станах
прокатывают автомобильные и тракторные полуоси, шпиндели текстильных
веретен, детали тракторов, электродвигателей, буровых машин. Здесь
прокатка вытеснила трудоемкие операции: ковку, штамповку,
прессование и механическую обработку на различных металлорежущих станка:
токарных, фрезерных, строгальных, сверлильных и др.
К этому же направлению относятся и получившие большое распространение
профиле гибочные станы, изготовляющие гнутые профили, и станы,
прокатывающие фасонные профили высокой точности. Первые станы выгибают
изделия сложной формы из стального листа, вторые - прокатывают сложные
изделия с очень точными размерами. И в том и в другом случае изделия не
нуждаются в дальнейшей обработке на станках. Их режут на части нужной
длины и используют в машинах, механизмах и строительных конструкциях.
Внедрение этих новых способов производства дает народному хозяйству
большую экономию средств и металла.