Все о конструировании, в помощь конструктору,
советы бывалых, статьи для детского и взрослого творчества
Дата создания
сайта:
24/02/2013 Дата обновления главной страницы:
02.04.2015 19:38
Столярные работы, краснодеревщик,
как работать с деревом
Конструктивные элементы станков
Каждый станок состоит из определенных частей; главнейшими из них
являются следующие.
Станины представляют собой опорную часть станка; у различных станков
станины имеют различную конструкцию, так, например, для фуговальных
станков с тяжелыми ножевыми валами, делающими большое число оборотов,
станины изготовляют цельнолитыми, для рейсмусовых - цельнолитыми или
крупноблочными и т. д.
Рабочие столы служат для укладки обрабатываемой на станке детали. Они
бывают неподвижные, передвижные, приставные, наклоняющиеся, карусельные.
Переставные столы применяют на круглопильных, фуговальных, рейсмусовых,
сверлильных и других станках. Наклоняющимися столами оборудуют
круглопильные, фрезерные, сверлильные, цепнодолбежные,
шлифовально-дисковые и другие станки. Передвижные столы (каретки)
предназначены для закрепления и подачи материала к неподвижным режущим
головкам. Они могут передвигаться вручную или механизированно.
Рабочие валы и шпиндели служат для крепления режущего (рабочего)
инструмента. По характеру инструмента, закрепляемого на рабочем валу,
валы называются ножевыми, пильными и т. д.
Рабочим валам и шпинделям, помимо вращательного движения, при
необходимости придается возвратно-поступательное движение, подъем и
опускание, наклон под углом, качание и т. д.
Суппорты служат для перемещения рабочих валов и шпинделей. Движение их
осуществляется с помощью различного рода направляющих. Суппорты
перемещаются прямолинейно (у сверлильных и фрезерных станков) или
качаются по дуге на шарнирном креплении (у маятниковых пил и
копировальных станков), или перемещаются под углом (в рамных шипорезах и
других станках).
Передача (привод) движения от электродвигателя к рабочему валу может
быть непосредственной, ременной, зубчатой или цепной.
При непосредственной передаче рабочий вал представляет собой продолжение
вала электродвигателя. Число оборотов рабочего вала при непосредственной
передаче равно числу оборотов вала электродвигателя.
Ременная передача состоит из трех элементов: ведущего и ведомого шкивов
и бесконечного ремня. Ведущим является шкив, закрепленный на валу
электродвигателя, ведомым - шкив рабочего вала. Ременная передача в
зависимости от расположения рабочего вала и направления его вращения
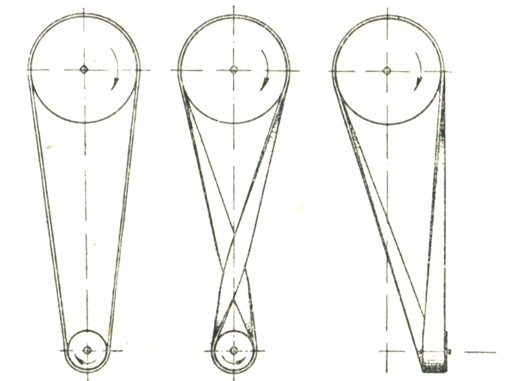
может быть прямой, перекрестной и скошенной. При параллельно расоженных
валах с одинаковым направлением вращения при-П°няют прямую передачу
(рис. 37, а); при параллельных валах "Противоположным направлением
вращения применяют пере-С местную передачу (рис. 37,6); при валах,
расположенных перпендикулярно, применяют скошенную ременную передачу
"в" современных деревообрабатывающих станках, с более компактным
расположением ведущих и ведомых шкивов, применяется так называемая
клиноременная передача движения.
Рис. 37. Виды ременной передачи: а - прямая, б -
перекрестная, в -скошенная
Клиноременная передача осуществляется несколькими, параллельно
действующими ремнями. Поперечное сечение ремня представляет собой
трапецию, направленную вершиной к шкиву. Поверхность шкива имеет
соответствующие профилю ремня канавки.
Число оборотов рабочего вала зависит от диаметра шкивов. Чтобы увеличить
число оборотов вала, уменьшают диаметр ведомого шкива. С увеличением
диаметра ведомого шкива число оборотов рабочего вала будет уменьшаться.
Помимо ременной передачи, в деревообрабатывающих станках пользуются
также зубчатой и цепной передачей.
Передачу, состоящую из набора зубчатых колес (шестерен), иногда
заключают в общую коробку, называемую коробкой скоростей или редуктором.
Механизмы подачи. Деревообрабатывающие станки Различаются по способу
подачи. У одних подается инструмент к материалу, у других, наоборот,
подается материал. Последний способ в деревообработке является
преобладающим, и до настоящего времени широко используется ручная подача
материала по рабочему столу. Для механизированной подачи материала
имеется целый ряд различных приспособлений: каретка (на фрезерных,
круглопильных и шипорезных станках), цепь с упорами (на строгальных,
двухсторонних шипорезных станках и конце-равнителях), вальцы (на
круглопильных, ленточных, строгальных и рейсмусовых станках). У
рейсмусовых станков вальцы делают секционными, что позволяет
одновременно пропускать несколько деталей разной толщины.
Применяется также подача материала гусеницей, состоящей из чугунных или
стальных звеньев, скользящих по двум призматическим направляющим (в
круглопильных, строгальных и шлифовально-барабанных станках), или
конвейерная подача, состоящая из двух или нескольких цепей с упорами,
поперек которых укладывают детали (в двухсторонних шипорезах,
концеравнителях и др.).
Механическая подача материала, укрепленного на столе, осуществляется
различными способами: с помощью подъемного стола (у сверлильных
многошпиндельных станков) или посредством карусельного вращения (у
фрезерных станков и др.).
Направляющие и зажимные устройства. Для направления материала во время
обработки пользуются линейками и угольниками (на круглопильных,
ленточнопильных, фуговальных, фрезерных, сверлильных, долбежных и других
станках). Линейки и угольники устроены так, что допускают перестановку и
крепление их под разными углами.
Для прижима материала к рабочему столу применяют роликовые прижимы (у
рейсмусовых и четырехсторонних строгальных станков), накидные, винтовые
или эксцентриковые прижимы (на односторонних шипорезных станках) и
гусеничные прижимы, секционные башмаки и другие приспособления (на
двухсторонних шипорезных станках).
Зажимные устройства подразделяются на ручные и приводные; к последним
относятся механические, пневматические (действующие сжатым воздухом),
гидравлические и электрические. По конструкции зажимные устройства
делятся на винтовые, рычажные, кулачковые, эксцентриковые, штыковые (байонетные),
пружинные. Часто зажимные устройства делают комбинированными, например
рычажно-эксцентриковые, клино-эксцентриковые и др.
К зажимным устройствам предъявляются требования сокращения до минимума
времени, необходимого для установки и съема обрабатываемой детали,
надежности в эксплуатации и обеспечения правильного базирования
(правильной установки) и жесткого крепления детали без деформации
(изменения формы) во время обработки детали.