Авиатехника,
Железнодорожная техника,
Автотехника,
Водная техника,
Космическая техника,
Военная техника,
Сельскохозяйственная
техника, Бытовая техника,
Радиоэлектроника,
Электрика,
Энергетика,
Механика,
Мебель своими руками,
Строительство,
Ремонт,
Приусадебное хозяйство,
Инструменты,
Полезные советы,
Конструктор-конструктору,
Технические статьи,
Исторические хроники,
Неопознанное,
Из области фантастики,
Полезные ссылки,
Обмен ссылками,
Размещение
статей, рекламы

Все о конструировании, в помощь конструктору, советы бывалых, статьи для детского и взрослого творчества

Дата создания
сайта:
24/02/2013
Дата обновления главной страницы:
06.04.2015 21:06
Режущий инструмент круглопильных станков по дереву
Режущим инструментом круглопильных станков являются круглые пилы.
Конструкция круглой пилы характеризуется размерами и формой диска в
поперечном сечении, количеством и профилем зубьев.
Круглые пилы делятся на пилы с плоским диском, коническим диском и с
поднутрением боковых поверхностей. У конических дисков конус делается
односторонним или двухсторонним, в последнем случае обе стороны диска
постепенно утончаются от центра к периферии. Пильные диски с
поднутрением имею наибольшую толщину полотна на периферии и постепенно
утончаются к середине.
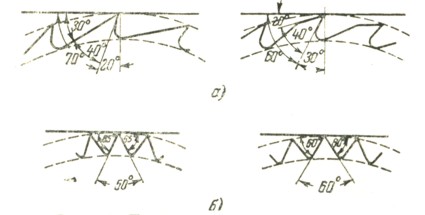
Рис. 63. Профили зубьев круглых пил: а - для продольного, б - для поперечного распиливания
На рис. 63 представлены профили зубьев круглых пил и угловые
значения, принятые в практике деревообрабатывающей промышленности.
В табл. 1 приведена характеристика круглых пил.
Уход за круглыми пилами. Зубья круглых пил должны быть остро отточены и
равномерно разведены. После заточки они не должны иметь заусенцев или
зажогов.
При вращении круглой пилы в диске возникают центробежные силы,
стремящиеся растянуть его по направлениям радиусов. Помимо того, во
время работы в диске пилы возникают напряжения вследствие его нагрева.
В результате напряжений, испытываемых пилой под влиянием центробежных
сил и нагрева, режущий венец пилы нередко растягивается, теряет
жесткость и устойчивость в работе, при этом он еще более нагревается.
При сильном нагреве на диске пилы образуются местные <зажоги> и выпучины.
Чтобы создать более благоприятные условия работы диска и уменьшить
неравномерность напряжений, возникающих под действием центробежных сил,
пильный диск подвергают проковке. Проковывают среднюю часть диска в
целях ее удлинения (ослабления). В результате правильной проковки
средней части наружная часть пилы при вращении под влиянием центробежных
сил будет свободно вытягиваться по радиусам, что обеспечивает большую ее
жесткость (устойчивость) в работе.
Толстые пилы малого диаметра могут удовлетворительно работать и без
проковки.
Зажоги или выпучины устраняют также проковкой пил. Проковывают не самый
<зажог>, а часть диска, окружающую выпучину.
Для проковки и правки круглых пил применяют следующие инструменты и
приспособления: проковочные и правильные молотки, выверочные стальные
линейки (шаблоны) различной длины и стальные наковальни. Проковочный
молоток имеет круглый боек, а правильный - прямоугольный.
Проковка пил требует большого умения и опыта. Удары должны наноситься
центральной частью бойка. При неправильном ударе краем молотока легко
испортить хорошую пилу, сделав в ней выбоину. Участок пилы,
подвергающийся проковке, должен плотно лежать на наковальне-
Другим приемом устранения вредного влияния термических напряжений из-за
разности температурного нагрева периферийной и центральной частей пилы
является устройство периферийных щелей-компенсаторов на диске пилы
глубиной 25-30 мм, шириной 3 мм.
Пильный диск дольше служит, если вовремя подвергается заточке. Для
заточки пильных дисков служат специальные заточные станки.
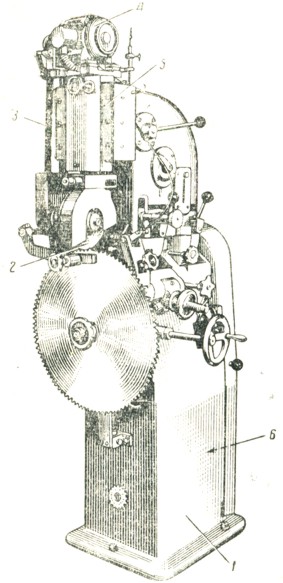
Рис. 64. Автоматический точильный станок для пил: 1 - станина, 2 - заточный круг, 3 - приводной ремень, 4 - электродвигатель заточного круга. 5 - суппорт, 6 - место электродвигателя механизма подачи
На рис. 64 представлен автоматический точильный станок для пил. На
нем можно производить заточку круглых пил диаметром от 160 до 1200 мм с
высотой зубьев от 5 до 60 мм, с расстоянием между зубьями от 5 до 60 мм.
Число оборотов точильного диска 2000 в минуту. Станок имеет две скорости
подачи: одна для заточки 32 зубьев в минуту, другая для заточки 61 зуба.
Станок снабжен двумя электродвигателями: одним, вмонтированным в
станину, приводящим в движение весь механизм станка и вентилятор,
отсасывающий пыль, и вторым, расположенным непосредственно на ползуне,
приводящим в движение вал точильного диска.
Для свободного движения пилы в пропиле, помимо развода зубьев,
применяется также их плющение (см. рис. 41,6). Плющение заключается в
увеличении ширины режущей кромки зуба и состоит из собственно плющения,
снятия заусенцев, формования зубьев формовками и окончательной заточки.
Ручное плющение зубьев производится специальными плющилками. Ручное
плющение и формование зубьев более трудоемко, чем развод их. В последнее
время новаторами производства разработаны автоматические устройства для
плющения и формования зубьев.
Применение пил с зубьями, подготовленными плющением, позволяет по
сравнению с разведенными пилами увеличить подачу, снизить толщину
полотна пилы и ширину пропила.
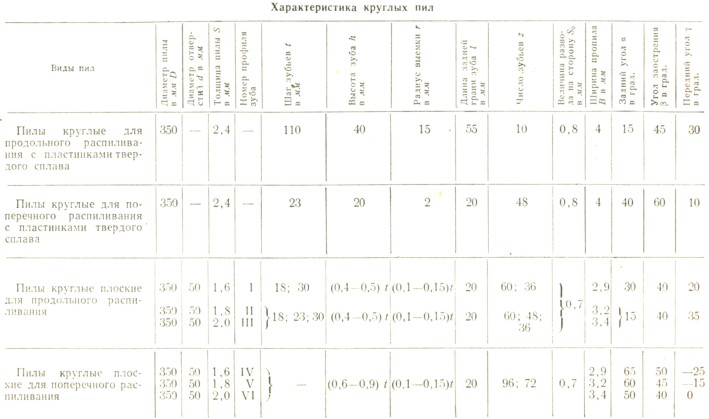
Характеристики круглых пил
Читать далее про столярные работы....
p.s. При копировании материалов и фотографий ссылка на сайт обязательна.
Саратов 2007-2015 г.
Авиатехника,
Железнодорожная техника,
Автотехника,
Водная техника,
Космическая техника,
Военная техника,
Сельскохозяйственная
техника, Бытовая техника,
Радиоэлектроника,
Электрика,
Энергетика,
Механика,
Мебель своими руками,
Строительство,
Ремонт,
Приусадебное хозяйство,
Инструменты,
Полезные советы,
Конструктор-конструктору,
Технические статьи,
Исторические хроники,
Неопознанное,
Из области фантастики,
Полезные ссылки,
Обмен ссылками,
Размещение
статей, рекламы
Смотрите также интересные ссылки:
Автохимия для авто Мойка вагонов, разработки для железнодорожного транспорта и
метрополитена
Бесконтактная мойка авто и транспорта Средства
для Ультразвука и ультразвуковых ванн
Дезинфицирующие средства