Авиатехника,
Железнодорожная техника,
Автотехника,
Водная техника,
Космическая техника,
Военная техника,
Сельскохозяйственная
техника, Бытовая техника,
Радиоэлектроника,
Электрика,
Энергетика,
Механика,
Мебель своими руками,
Строительство,
Ремонт,
Приусадебное хозяйство,
Инструменты,
Полезные советы,
Конструктор-конструктору,
Технические статьи,
Исторические хроники,
Неопознанное,
Из области фантастики,
Полезные ссылки,
Обмен ссылками,
Размещение
статей, рекламы

Все о конструировании, в помощь конструктору, советы бывалых, статьи для детского и взрослого творчества

Дата создания
сайта:
24/02/2013
Дата обновления главной страницы:
07.04.2015 19:14
Строгальные станки, фуговальные станки
Полученные после раскроя заготовки обычно подвергаются обработке на
строгальных станках. Строгальные станки бывают фуговальные для строгания
в угол, рейсмусовые для придания граням параллельности и
четырехсторонние строгальные.
Фуговальные станки
Фуговальный станок СФ6-3 (рис. 80) предназначен для строгания
(фугования) поверхностей щитов, досок и брусков по плоскости, а также
узких граней (кромок) под прямым или иным заданным углом к широкой
грани.
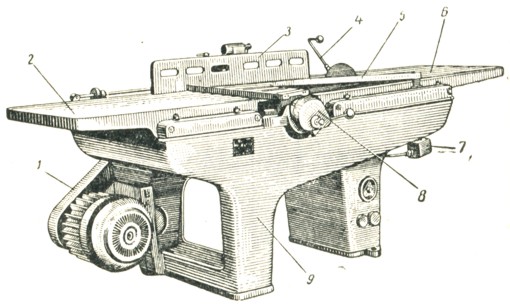
Рис. 80. Фуговальный станок СФ6-3: 1 - электродвигатель, 2 - задняя плита рабочего стола, 3 - направляющая линейка, 4 - рукоятка указателя высоты передней плиты, 5 - веерное ограждение, 6 - передняя плита рабочего стола. 7 - пусковое устройство, 8 - ножевой вал, 9 - станина
Фуговальный станок состоит из станины 9, двух чугунных плит 2 и 6,
образующих рабочий стол, ножевого вала (ножевой головки) 8, строгальных
ножей и привода.
Передняя (первая по ходу материала) плита 6 станка служит для
направления материала до строгания, а задняя 2 - для направления
материала в процессе строгания. Переднюю плиту устанавливают ниже задней
на 1,5-2 мм, т. е. на толщину снимаемой стружки.
Каждая плита стола может быть установлена на требуемую высоту.
Регулирование передней плиты по высоте производится рукояткой, на
которой имеются отметки высоты. Заднюю плиту регулируют винтом с
гайками.
Между плитами расположен ножевой вал 8. Режущие кромки укрепленных на
нем ножей находятся на одном уровне с поверхностью задней плиты. На
концах плит, обращенных к ножевому валу, прикреплены заподлицо с их
поверхностью стальные накладки-губки, предназначенные для защиты плит от
истирания и отколов, а также для уменьшения зазора между ножами п
плитами и подпора волокон при срезании стружки. Ножевой вал приводится в
движение от электродвигателя 1 через клиновую ременную передачу. Ножевой
вал закрыт сверху веерным ограждением.
Станок оборудован съемной направляющей линейкой, которая может быть
перемещена поперек стола, установлена под требуемым углом или откинута
вверх.
Кроме того, на станке имеется тормозное устройство для быстрого
торможения ножевого вала после выключения электродвигателя.
Техническая характеристика фуговального станка СФ6-3
Наибольшая ширина строгания в мм........630
Число оборотов ножевого вала в минуту ....... 5000
Число ножей..................................2
Мощность в кет.....................4,5
Вес станка в кг................800
Обычно на фуговальном станке выполняют три вида работ: фугование пласти,
фугование пласти и одной кромки, фугование пласти и двух кромок. Кроме
того, можно производить снятие провесов на щитах и рамках с
одновременной выверкой плоскости, обстрагивание ящиков в размер,
фугование кромок фанеры и др. Перед фугованием деталь надо класть
вогнутой стороной вниз для большей ее устойчивости.
Подача на фуговальных станках в большинстве случаев осуществляется
вручную.
При этом узкие детали строгают одновременно по нескольку штук. Фугование
кромок тонких делянок производят пачками. При работе на станке с
конвейерной подачей детали подают торец в торец.
Для облегчения и обеспечения безопасности работы в настоящее время все
более применяют специальные приспособления, служащие для автоматической
подачи материала, так называемые автоподатчики (рис. 81 ,а,б).
Применение их увеличивает производительность в 1,5-2 раза.
Автоподатчик крепится на стойке, которая монтируется на станке, и может
быть установлен в любом положении по отношению к рабочему шпинделю,
столу или направляющей линейке станка.
оыпускаемые в настоящее время универсальные автоподатчини могут быть
использованы на фуговальных, круглопильных фрезерных, ленточнопильных и
шлифовальных станках и обеспечивают механизацию подачи на этих станках,
которые обыч^ но выпускаются с ручной подачей.
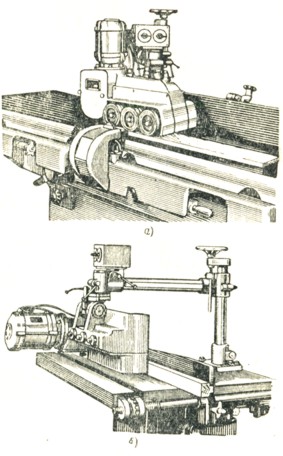
Рис. 81. Универсальный автоподатчик: а - установка для подачи с верхним прижимом, б - установка для подачи с боковым прижимом
Техническая характеристика универсального автоподатчика
Мощность электродвигателя в кет....... 0,5-0,7"
Скорость подачи в м/мин..........2; 4; 6; 12'
Диаметр подающих роликов в мм..............110
Ширина подающих роликов в мм..............50
Расстояние между роликами в мм..............140
Величина перемещения по горизонтали в мм .. . 100-600
Величина перемещения по вертикали в мм . . . . 0-500
Основным дефектом строгания на фуговальном станке является
непрямолинейность строганой поверхности в результате слабого или
неравномерoro нажима на обрабатываемую деталь. Кроме того, часто
наблюдаются дефекты в виде выступов глубиной до 1-1,5 мм, задиров (при
обработке против слоя). В этих случаях появляется необходимость
последующей выборочной зачистки, которую производят на фуговальные
станках <лилипутах>.
Обрабатываемые детали следует располагать около станка так, чтобы
станочнику не приходилось делать лишних' движений. Схема организации
рабочего места у фуговального станка показана на рис. 82.
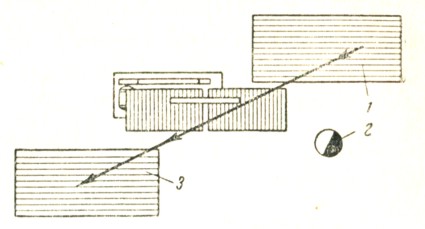
Рис. 82. Схема рациональной организации рабочего места у фуговального станка: 1 - нестроганые детали, 2 - место станочника, 3 - остроганные детали
Читать далее про столярные работы....
p.s. При копировании материалов и фотографий ссылка на сайт обязательна.
Саратов 2007-2015 г.
Авиатехника,
Железнодорожная техника,
Автотехника,
Водная техника,
Космическая техника,
Военная техника,
Сельскохозяйственная
техника, Бытовая техника,
Радиоэлектроника,
Электрика,
Энергетика,
Механика,
Мебель своими руками,
Строительство,
Ремонт,
Приусадебное хозяйство,
Инструменты,
Полезные советы,
Конструктор-конструктору,
Технические статьи,
Исторические хроники,
Неопознанное,
Из области фантастики,
Полезные ссылки,
Обмен ссылками,
Размещение
статей, рекламы
Смотрите также интересные ссылки:
Автохимия для авто Мойка вагонов, разработки для железнодорожного транспорта и
метрополитена
Бесконтактная мойка авто и транспорта Средства
для Ультразвука и ультразвуковых ванн
Дезинфицирующие средства