Авиатехника,
Железнодорожная техника,
Автотехника,
Водная техника,
Космическая техника,
Военная техника,
Сельскохозяйственная
техника, Бытовая техника,
Радиоэлектроника,
Электрика,
Энергетика,
Механика,
Мебель своими руками,
Строительство,
Ремонт,
Приусадебное хозяйство,
Инструменты,
Полезные советы,
Конструктор-конструктору,
Технические статьи,
Исторические хроники,
Неопознанное,
Из области фантастики,
Полезные ссылки,
Обмен ссылками,
Размещение
статей, рекламы

Все о конструировании, в помощь конструктору, советы бывалых, статьи для детского и взрослого творчества

Дата создания
сайта:
24/02/2013
Дата обновления главной страницы:
09.04.2015 21:16
Работа на фрезерных станках по дереву
При фрезеровании прямолинейных кромок деталей различают три случая:
1) фрезерование прямолинейных гладких кромок под линейку;
2) отборка профиля на всю длину детали (сквозное фрезерование) ;
3) отборка профиля на определенной части длины детали (несквозное
фрезерование).
Во всех трех случаях фрезерование производится по направляющей линейке.
При фрезеровании гладких кромок выходную половину линейки (вторую от
станочника) устанавливают в од-1 ной плоскости с режущими кромками
резцов, а переднюю заглубляют от линии резания на толщину стружки.
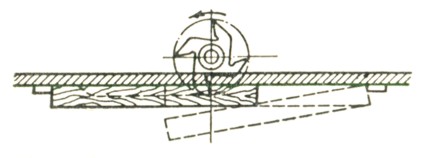
Рис. 108. Несквозное профильное фрезерование
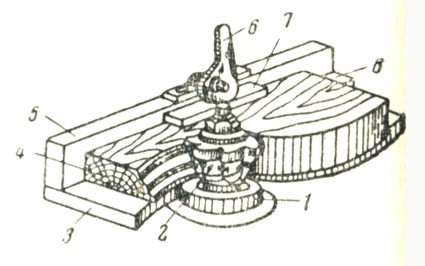
Рис. 109. Фрезерование криволинейной кромки по кольцу: 1 - упорное кольцо, 2 - фреза, 3 - щит-шаблон, 4- обрабатываемая деталь, 5 - продольный упор, б - эксцентриковый за-" жим, 7 - подкладка, 8 - торцовый упор
При сквозном фрезеровании, когда часть ширины обрабатываемой кромки
не фрезеруют, обе половинки линейки устанавливают в одной плоскости. В
этом случае режущие кромки резцов выступают за линейку на глубину
фрезерования. В таких
случаях к направляющей линейке прикрепляют сплошную планку с прорезью
для режущей части инструмента.
При несквозном фрезеровании пользуются двумя упорами. Сначала деталь,
уложенную на столе под некоторым углом к направляющей линейке, упирают
торцом в передний упор (перед резцами) и прижимают к ней. Затем в таком
положении деталь продвигают под резцами до противоположного упора (рис.
108).
Для обеспечения безопасности работы при прямолинейном фрезеровании,
особенно при фрезеровании узких деталей, обязательно следует
пользоваться верхними и боковыми прижимами.
При массовой работе удобно применять подающие устройства, пристраиваемые
к любому фрезерному станку. Подача в этом случае осуществляется валиками
или цепью. Аппараты эти применимы только для сквозного фрезерования.
Фрезерование внешних криволинейных кромок деталей производится с помощью
шаблонов (цулаг). Шаблон-цулага служит для прочного закрепления
обрабатываемой детали во время фрезерования и обеспечивает точность
обработки и соответствие контуру шаблона. Для направления шаблона
применяется упорное кольцо (рис. 109), надеваемое на шпиндель станка и
вращающееся на нем.
При обработке шаблон с закрепленной деталью продвигается под резцами
так, что кромка его все время плотно прижимается к упорному кольцу, что
обеспечивает обработку детали точно по шаблону.
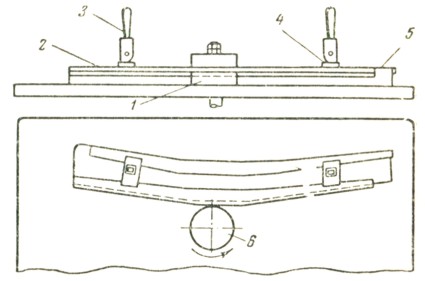
Рис. 110. Шаблон для фрезерования задних ножек стула: 1 - направляющее кольцо. 2 - обрабатываемые детали.. 3- эксцентрики. 4- прижимная планка, 5 - корпус цулаги, 6 - фрезерная головка
На рис. 110 в качестве примера приведен шаблон для фрезерования
задних ножек стула. Приспособление представляет собой двухстороннюю
двухместную копир-цулагу. Каждая из двух обрабатываемых деталей обращена
наружу разными кромками. После оправки с одной стороны обеих деталей их
меняют местами в цулаге так, чтобы обработанные стороны были обращены
внутрь.
Строгание щитов и рамок в размер производят также по шаблону и упорному
кольцу вокруг всей рамки или щита, так как при строгании по линейке
нельзя получить ни достаточно точных размеров, ни закругленных углов.
Вследствие того, что диаметр фрезы после каждой заточки несколько
уменьшается, а вместе с этим уменьшается и глубина фрезерования,
пользоваться все время одним и тем же кольцом нельзя: деталь с течением
времени получится более широкой. Чтобы этого не получилось, упорное
кольцо время от времени надо заменять
другим, меньшего диаметра, или подстрагивать кромку шаблона.
Для механизации подачи на фрезерных станках применяется целый ряд
приспособлений. Наиболее широкое применение имеют зубчатые звездочки и
вальцовые приспособления.
Зубчатая звездочка надевается на рабочий шпиндель вместо упорного
кольца. Во время работы станка звездочка вращается от специального
механизма с небольшим числом оборотов в сторону, обратную вращению
шпинделя. В рабочей кромке шаблона устраивают выемки, соответствующие
размерам и шагу зубьев звездочки. Шаблон, прижатый к зубчатой звездочке,
автоматически передвигается навстречу резцам вращающейся фрезы.
Одновальцовое приспособление с горизонтальным расположением вальца над
рабочим столом служит не только для подачи деталей на фрезы, но и как
дополнительный прижим. Это приспособление служит для подачи
прямолинейных деталей. Оно приводится в движение отдельным
электродвигателем.
Читать далее про столярные работы....
p.s. При копировании материалов и фотографий ссылка на сайт обязательна.
Саратов 2007-2015 г.
Авиатехника,
Железнодорожная техника,
Автотехника,
Водная техника,
Космическая техника,
Военная техника,
Сельскохозяйственная
техника, Бытовая техника,
Радиоэлектроника,
Электрика,
Энергетика,
Механика,
Мебель своими руками,
Строительство,
Ремонт,
Приусадебное хозяйство,
Инструменты,
Полезные советы,
Конструктор-конструктору,
Технические статьи,
Исторические хроники,
Неопознанное,
Из области фантастики,
Полезные ссылки,
Обмен ссылками,
Размещение
статей, рекламы
Смотрите также интересные ссылки:
Автохимия для авто Мойка вагонов, разработки для железнодорожного транспорта и
метрополитена
Бесконтактная мойка авто и транспорта Средства
для Ультразвука и ультразвуковых ванн
Дезинфицирующие средства