Авиатехника,
Железнодорожная техника,
Автотехника,
Водная техника,
Космическая техника,
Военная техника,
Сельскохозяйственная
техника, Бытовая техника,
Радиоэлектроника,
Электрика,
Энергетика,
Механика,
Мебель своими руками,
Строительство,
Ремонт,
Приусадебное хозяйство,
Инструменты,
Полезные советы,
Конструктор-конструктору,
Технические статьи,
Исторические хроники,
Неопознанное,
Из области фантастики,
Полезные ссылки,
Обмен ссылками,
Размещение
статей, рекламы

Все о конструировании, в помощь конструктору, советы бывалых, статьи для детского и взрослого творчества

Дата создания
сайта:
24/02/2013
Дата обновления главной страницы:
09.04.2015 21:51
Шлифовальные станки по дереву
Для шлифования древесины применяется шлифовальная шкурка,
представляющая собой плотную бумагу или полотно, покрытые клеем и
зернами абразива. В качестве абразивов для шлифовальной шкурки применяют
зерна твердых природных (корунд, кварц, кремний) или искусственных (алунд,
карборунд) материалов.
Шкурка различается по номерам. Номер шкурки определяется величиной
зерна. Чем выше номер, тем мельче зерно.
При обработке столярных деталей и узлов имеется три вида шлифования:
а) шлифование, являющееся заключительной операцией, сглаживающей
поверхность после обработки строганием;
б) шлифование по древесине после увлажнения поверхности и поднятия ворса
в целях подготовки поверхности к отделке; J
в) шлифование по отделочному слою (грунту, лаку и т. д.).
Поверхности деталей и узлов, подвергающиеся шлифованию, очень различны
по характеру и размерам: большие плоскости щитов, криволинейные
поверхности, бруски, профильные детали, острые грани деталей и т. д.
Соответственно этому существует много различных видов шлифовальных
станков.
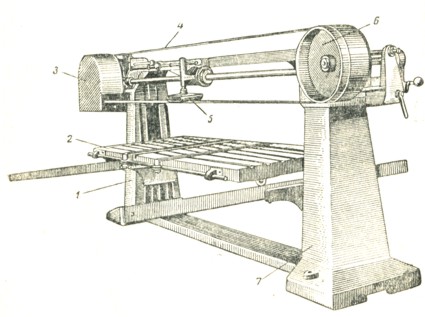
Рис. 120. Шлифовально-ленточный станок ШлПС-3: I - колонка станины. 2 - рабочий стол, 3 - ведущий шкив, 4 - шлифовальная лента, 5 - утюжок, 6 - шкив натяжной (ведомый), 7 - колонна станины
Шлифовально-ленточный станок ШлПС-3 (рис. 120) предназначен для
шлифования плоских поверхностей щитов, филенок, дверей и пр. Он имеет
подвижной стол, на котором помещается шлифуемая деталь. На колоннах
станины смонтированы два шкива, из которых один приводной (ведущий)
насажен непосредственно на вал электродвигателя. Бесконечная
шлифовальная лента натягивается на шкивы и прижимается во время работы к
шлифуемой детали утюжком от руки.
Рабочий стол станка передвигается на роликах перпендикулярно к линии
движения ленты. Сочетая перемещение стола с уложенной на нем деталью с
движением шлифовальной ленты и регулируя силу нажима на утюжок,
достигают равномерности в шлифовании детали.
Преимущество станка с утюжком состоит в том, что, если на одной и той же
поверхности обрабатываемой детали или узла имеются места различные по
чистоте предварительной обработки или по структуре древесины, их можно
шлифовать с разной интенсивностью. При этом станочник все время может
наблюдать за качеством шлифования.
Скорость движения ленты на шлифовально-ленточных станках 20-25 м/сек.
Техническая характеристика шлифовально-ленточного станка ШлПС-3
Ширина шлифовальной ленты в мм..................150
Ширина стола в мм...............800
Длина стола в мм....................2000
Наибольшая высота шлифуемой детали в мм.....500
Наибольшая длина шлифуемой детали в мм.....1900
Наибольшая ширина шлифуемой детали в мм.....800
Мощность в кет................................7
Вес в кг....................1200
Шлифовально-ленточный станок с неподвижным столом ШлНС в отличие от
станков предыдущего типа имеет шлифующую ленту, проходящую по столу
станка. Один из шкивов, на которых натянута лента, насажен
непосредственно на вал электродвигателя и является ведущим.
Станок предназначен для шлифования плоских деталей. Ширина шлифовальной
ленты его 360 мм, рабочая длина стола 1180 мм, число оборотов 1500 в
минуту.
Трехцилиндровый (трехбарабанный) шлифовальный станок с гусеничной
подачей ШлЗЦ (рис. 121, 122) предназначен для шлифования плоских
поверхностей щитов, филенок, брусков, а также для снятия провесов в
собранных изделиях.
Станок состоит из станины, рабочего стола с гусеничным конвейером, трех
шлифовальных барабанов, обтянутых шлифовальной лентой по спирали,
направляющих роликов и щеток. Каждый шлифовальный барабан и щетка
приводятся во вращение от индивидуального электродвигателя.
Шлифовальные барабаны имеют вертикальную регулировку-подъем и опускание
барабанов производятся от руки. Подъем стола осуществляется с помощью
эксцентриков.
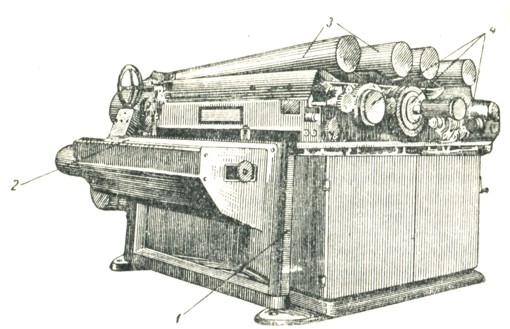
Рис. 121. Трехцилиндровый шлифовальный станок с гусеничной подачей ШлЗЦ: 1 - станина, 2 - конвейерный стол, 3 - воронки для удаления пыли, 4- шлифовальные барабаны
Второй и третий шлифовальные барабаны (считая по ходу детали) имеют механизм осевого качания, благодаря чему предупреждается появление на обрабатываемой поверхности продольных рисок от зерен абразива.
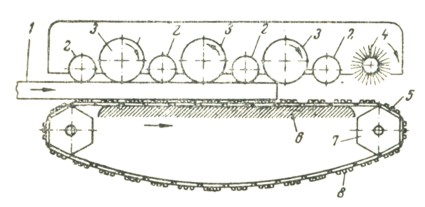
Рис. 122. Схема трехцилиндрового шлифовального станка с гусеничной подачей ШлЗЦ: 1 - шлифуемая деталь, 2-прижимные валики, 3- шлифовальные цилиндры, 4- щеточный цилиндр, 5 -гусеничный конвейер, 6 - направляющие для гусениц, 7 - приводные шкивы для гусениц, 8 - резиновые шипы
В верхней части станка над шлифовальном барабаном положены
специальные воронки 3 для удаления древесной пыли в вытяжное устройство
(эксгаустер).
Детали подают в станок под углом к цилиндрам, равным ДО-15°, чем
достигается более гладкое шлифование.
'При шлифовании мелких деталей (брусков) ими заполняют всю ширину стола,
подавая бруски под рабочие цилиндры вразбежку (не одновременно), чтобы
предупредить сошлифовывание концов брусков.
Подача материала на станок должна быть равномерной. При остановках или
замедлении подачи на шлифуемой поверхности образуются желобки, как при
строгании на рейсмусовом станке.
Техническая характеристика трехцилиндрового шлифовального станка с
гусеничной подачей ШлЗЦ
Наименьшая длина шлифуемого изделия в мм . . 400
Наибольшая ширина шлифуемого изделия в мм . . 1250
Наибольшая толщина шлифуемого изделия в мм . . 130
Диаметр шлифовальных барабанов в мм .... 280
Скорость подачи в м/мин..........4; 6; 8; 12
Число оборотов шлифовальных барабанов в минуту 1450
Вес станка в кг..........................6500
Смена шлифовальной бумаги на трехцилиндровых шлифовальных станках
требует большой тщательности, так как от этого в значительной степени
зависит качество работы станка и процесса шлифования.
Смену шлифовальной бумаги производят в следующем порядке:
1. Очищают цилиндр от клея циклей, без увлажнения.
2. Вырезают по шаблону сукно, шлифовальную бумагу и подкладочный слой
бумаги.
3. Наносят на цилиндры казеиновый клей.
4. Выдерживают в течение 5-10 мин.
5. Наносят казеиновый клей на сукно.
6. Наклеивают сукно на цилиндр и притирают вручную.
7. Увлажняют сукно водой опрыскиванием.
8. Притирают сукно к цилиндру вручную.
9. Увлажняют шлифовальную бумагу водой с выдержкой 15-20 мин.
10. Наносят казеиновый клей на шлифовальную бумагу.
11. Наклеивают на шлифовальную бумагу бумажную подкладку из плотной
упаковочной бумаги.
12. Натягивают шлифовальную бумагу на цилиндр поверх сукна с
одновременным приглаживанием руками.
13. Просушивают цилиндр в течение 48 час.
Шлифовальный станок с диском и бобиной
ШлДБ (рис. 123) предназначен для шлифования плоских, цилиндрических,
выпуклых и вогнутых поверхностей, ин имеет два шлифовальных
приспособления: вертикальный диск 7 с натяну, той на торцовой
поверхности шкуркой и шлифовальный цилиндр; или так называемую бобину.
Диск и бобина снабжены отдельными рабочими столами, устанавливающимися
под раз. личными углами. Шпиндель с бобиной производит во время работы
вертикальные колебания, устраняющие возможность образования заметных
царапин на шлифуемой поверхности.
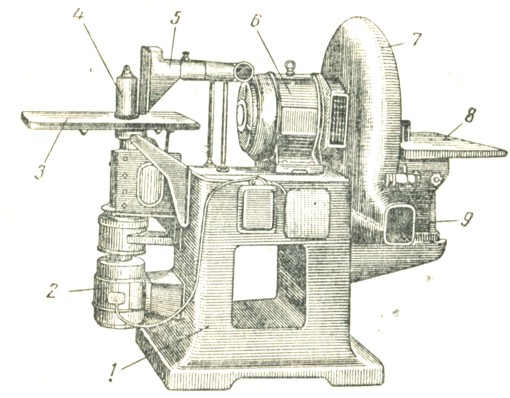
Рис. 123. Шлифовальный станок с диском и бобиной ШлДБ: 1 - станина, 2 - электродвигатель бобины, 3 - рабочий стол бобины, 4-бобина, 5 - пылеотсасывающее устройство, 6 - электродвигатель диска, 7 -диск, 8- рабочий стол диска, 9 - пылеотсасывающее устройство
Техническая характеристика шлифовального станка с
диском и бобиной ШлДБ
Диаметр шлифовального диска в мм.........750
Диаметр шлифовальной бобины в мм................90
Число оборотов диска в минуту..........735
Число оборотов бобины в минуту....................2380
Число колебаний шпинделя с бобиной в минуту .... 131 Амплитуда (величина
колебаний) шпинделя с бобиной
в мм ...................0-40
Мощность электродвигателей в кет:
диска......................................2,8
бобины ....................................1,6
Вес станка в кг................905
Шлифовальные станки с вертикальными и горизонтальными дисками отличаются
простотой конструкции и дешевизной, однако они имеют ограниченную
рабочую поверхность, различную скорость шлифования от центра к.
периферии . Чтобы избежать поперечного шлифования, вследствие
вращательного движения они оставляют заметный след (риски) на
поверхности обрабатываемого предмета. Поэтому такие станки применяются в
тех случаях, когда не требуется особенно тщательного шлифования или
когда требуется обработка торцов.
Одноцилиндровые (барабанные) шлифовальные станки. Эти станки
промышленностью не выпускаются. Их конструируют и изготовляют
непосредственно на деревообрабатывающих предприятиях и используют в
качестве подсобных к основным шлифовальным станкам.
Одноцилиндровые шлифовальные станки применяют для обработки
криволинейных деталей и узких кромок.
Читать далее про столярные работы....
p.s. При копировании материалов и фотографий ссылка на сайт обязательна.
Саратов 2007-2015 г.
Авиатехника,
Железнодорожная техника,
Автотехника,
Водная техника,
Космическая техника,
Военная техника,
Сельскохозяйственная
техника, Бытовая техника,
Радиоэлектроника,
Электрика,
Энергетика,
Механика,
Мебель своими руками,
Строительство,
Ремонт,
Приусадебное хозяйство,
Инструменты,
Полезные советы,
Конструктор-конструктору,
Технические статьи,
Исторические хроники,
Неопознанное,
Из области фантастики,
Полезные ссылки,
Обмен ссылками,
Размещение
статей, рекламы
Смотрите также интересные ссылки:
Автохимия для авто Мойка вагонов, разработки для железнодорожного транспорта и
метрополитена
Бесконтактная мойка авто и транспорта Средства
для Ультразвука и ультразвуковых ванн
Дезинфицирующие средства