Все о конструировании, в помощь конструктору,
советы бывалых, статьи для детского и взрослого творчества
Дата создания
сайта:
24/02/2013 Дата обновления главной страницы:
20.07.2015 21:09
Столярные работы, краснодеревщик,
как работать с деревом
Приспособления и оборудование применяемые
при склеивании
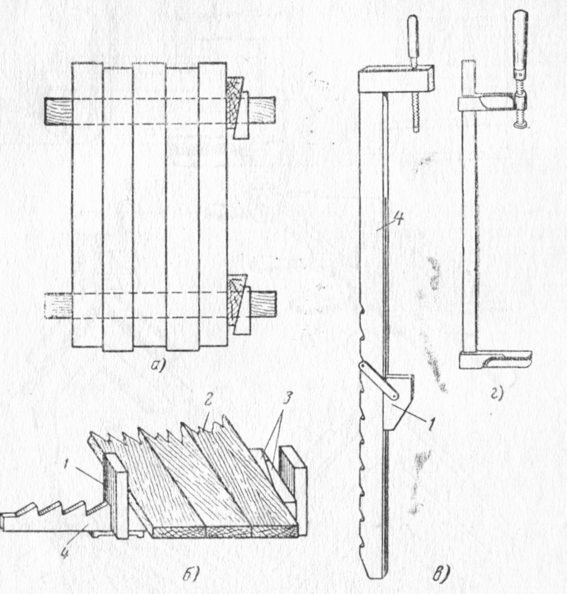
При склеивании вручную для сжатия склеиваемых деталей применяют
различные приспособления. Простейшими из них являются клиновые сжимы (цвинги),
показанные на рис. 200, а. Ими пользуются главным образом для склеивания
делянок в щиты. Зажим производится парными клиньями со скосом в 15-20°.
Более удобны клиновые сжимы с переставной колодкой (рис. 200, б).
Применяются также винтовые сжимы (рис. 200, в, г) металлические и
деревянные с передвижным упором или винтом.
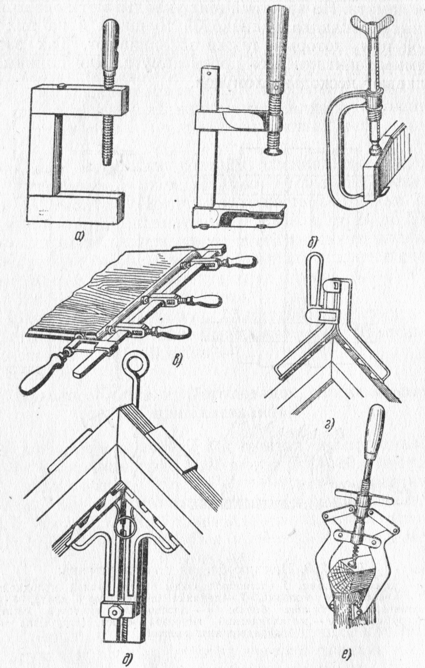
Для склеивания углов рамок при оклеивании кромок обкладками и других
подобных работах широко пользуются деревянными и металлическими
струбцинами различных видов (рис. 201, а, б, в, г, д, е).
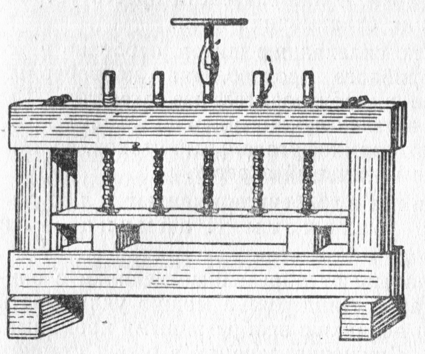
Для склеивания по толщине широких заготовок или деталей применяют
хомутовые струбцины (рис. 202), представляющие собой прочную деревянную
или металлическую раму, через верхнюю балку которой пропущен ряд винтов.
С помощью винтов зажимают уложенную в раме заготовку.
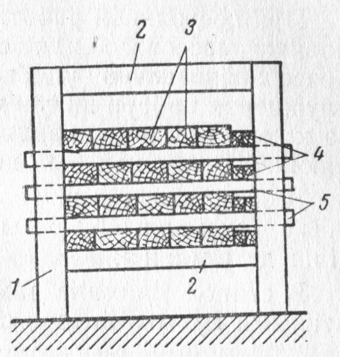
При склеивании большого количества щитов пользуются специальным хомутом.
Это приспособление состоит из четырех массивных брусьев, связанных в
раму, установленную вертикально (рис. 203). На нижние брусья хомута
укладывают деревянную плиту, выстроганную под линейку. Собранные для
склеивания щиты располагают на плите и заклинивают между стойками
хомута. На зажатый щит укладывают поперечные профугованные прокладки
одинаковой толщины и на них собирают второй щит, который также
заклинивают. Так заполняют склеиваемыми щитами весь проем хомута. Для
длинных щитов устанавливают несколько хомутов.
Рис. 200. Приспособления для склеивания: а -
клиновой сжим, б - клиновой сжим с переставной колодкой: 1 - переставная
колодка, 2 - делянка склеиваемого щита, 3 - клинья, 4 - зубчатая балка:
а - деревянный винтовой сжим (струбцина), г - металлический винтовой
сжим (струбцина с передвижным винтом)
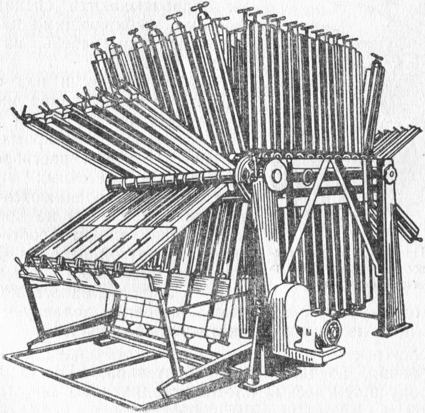
На механизированных предприятиях сплачивание щитов производится на
клеильных конвейерных прессах - ваймах (рис. 204).
Конвейерный пресс состоит из расположенных рядами металлических
струбцин, насаженных на бесконечные цепи. Струбцины снабжены
переставными упорами и верхними прижимами. Перемещение цепей и струбцин
производится с помощью электродвигателя.
Рис. 201. Столярные струбцины: а - обыкновенная
деревянная, б - металлические, в - окантовочная, г - эксцентриковая, д -
винтовая для углов, е - рычажная для бортов
Ряды струбцин с зажатыми щитами обходят все устройство, начиная свой
путь от подставки. В нижней части пресса устраивается обогрев для
ускорения схватывания клея.
При постоянной работе по склеиванию щитов, особенно в условиях массового
или серийного производства, конвейерный пресс значительно удобнее и
производительнее хомутов. Для улучшения набора щитов и в целях лучшего
использования пресса к нему обычно добавляют кромкофуговальный станок,
составляющий с ним как бы один клеильный агрегат.
Для склеивания щитов в паз и гребень применяют клеильные щитонаборные
автоматы Раймана или Линдермана.
В станок Раймана закладывают обрезанные делянки с опиленными кромками, а
в станок Линдермана можно укладывать
делянки с необрезанными кромками. Движение делянок в обоих станках
встречное, поэтому собираемые в щит делянки закладывают с двух концов
станка и подают со скоростью 15-20 м/мин.
Движущиеся с обоих концов станка навстречу друг другу делянки
обрабатываются специальными фрезами, выбирающими на кромке одной делянки
гребень, на кромке другой паз.
Рис. 205. Пресс-форма для выклейки фасонных
заготовок из клееной фанеры
Чтобы гребень и паз соединялись легко без заедания, их делают
клиновидными.
Отфрезерованные кромки намазываются горячим раствором клея посредством
щеточных приборов, затем делянки соединяются так, что гребень, выбранный
на кромке одной делянки, входит в соответствующий паз другой делянки.
Две первые сшитые делянки вновь закладывают в станок с одного конца, а с
другого одновременно закладывают третью делянку и т. д. до тех пор, шока
не получится щит нужной ширины.
Это сложные и громоздкие станки, требующие тщательного регулирования, но
высокопроизводительные. При правильной работе получается весьма плотное
соединение с почти незаметной фугой.
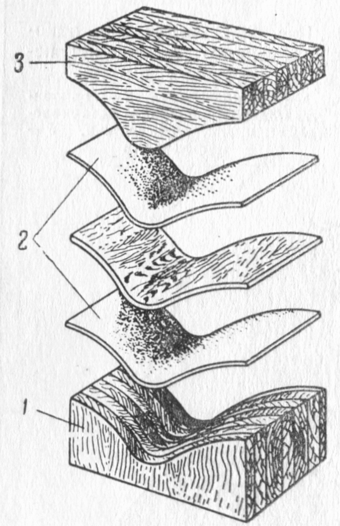
В мебельном производстве для получения криволинейных форм широко
пользуются склеиванием заготовок из листов шпона с одновременным
приданием им соответствующей формы.
Рис. 205. Пресс-форма для выклейки фасонных заготовок из клееной фанеры
Склеивание листов шпона производится в специальных пресс-формах (рис.
205), состоящих из двух частей - матрицы и пуансона. Матрицы и пуансоны
обычно делают деревянными, а лицевые поверхности их покрывают листовым
металлом. Являясь прокладками, листы металла обеспечивают хорошее
качество поверхности выклеиваемых деталей. В случае применения таких
пресс-форм для высокочастотной склейки металлические листы выполняют
роль электродов.
Прессы, в которых устанавливаются матрицы и пуансоны для выклейных
заготовок криволинейной формы, должны обладать большим зазором между
опорными плитами.