Все о конструировании, в помощь конструктору,
советы бывалых, статьи для детского и взрослого творчества
Дата создания
сайта:
24/02/2013 Дата обновления главной страницы:
21.07.2015 20:36
Столярные работы, краснодеревщик,
как работать с деревом
Фанеровочное оборудование
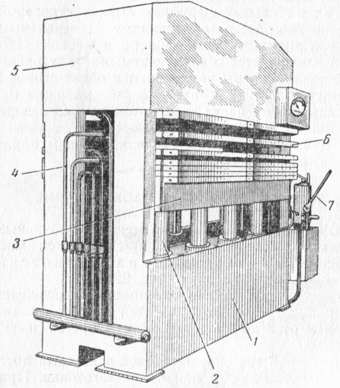
Основным оборудованием современных мебельных фабрик для производства
фанеровочных работ являются многопролетные, состоящие из 8-10 пролетов
гидравлические прессы с паровым обогревом плит (рис. 220).
Фанерование в гидравлическом прессе производится горячим способом (с
подогревом до 110-130°) синтетическими клеями под давлением от 3 до 15
кг/см2. Плиты пресса имеют размер 1200X2200 мм.
При одинаковой толщине заготовок в каждый пролет пресса могут быть
загружены две или более заготовки. При одновременном изготовлении щитов
и фанеровании их сборка заготовок (пакетов) производится на
металлических листах-прокладках. На металлическую прокладку,
установленную на столе, около пресса укладывают лицевую рубашку из
строганой фанеры. При фанеровании в два слоя на лицевую рубашку
укладывают намазанную с обеих сторон клеем внутреннюю (черновую) рубашку
из шпона или клееной фанеры. На черновую рубашку укладывают серединку
щита (в виде реечного заполнения или столярной плиты). На серединку
снова укладывают намазанную с двух сторон клеем черновую рубашку из
шпона и закрывают сверху второй лицевой рубашкой. Весь пакет накрывают
металлической прокладкой.
В зависимости от количества пролетов в прессе и нужд производства
подготовляют таким образом необходимое число пакетов. Загрузка пакетов в
пресс производится вручную или с помощью специальных приспособлений в
виде загрузочных лифтов, которые загружают одновременно все пролеты
пресса.
При ручной загрузке собранные пакеты укладывают стопкой один на другой и
разделяют прокладками. Перед прессом устанавливают подъемный столик, с
помощью которого вся стопка с пакетами приподнимается перед загрузкой на
уровень верхнего пролета пресса. По мере загрузки пакетов стол
опускается с таким расчетом, чтобы каждый очередной пакет был на уровне
соответствующего пролета.
Рис. 220. Гидравлический пресс с обогреваемыми
плитами: 1 - станина пресса, 2 - поршневые цилиндры, 3- нижняя опорная
плита, 4 - паропроводы, 5 - верхняя опорная плита, б - обогреваемые
плиты пресса, 7 -рычаги управления
После загрузки включают насос и плиты пресса смыкаются, создавая
необходимое давление. В зависимости от характера пакетов и условий
изготовления щитов и фанерования их выдерживают в прессе 5-20 мин.
Фанерование может производиться с выгрузкой зафанерованных заготовок в
горячем состоянии или с охлаждением.
При использовании горячих прессов для фанерования столярно-желатиновыми
клеями (костным и мездровым) температура нагрева плит пресса не
превышает 60-65° и фанерование производится с охлаждением плит пресса,
выдержка заготовок в прессе составляет 20-25 мин. с постепенным
охлаждением плит.
В гидравлических прессах можно выполнять большинство операций склеивания
и фанерования, например: изготовление мебельных щитов, склеивание задних
поликов, щитов для стенок ящиков, прессование палочек, склеивание из
листов клееной фанеры заготовок для зеркальных дверок без шипового
соединения с одновременным фанерованием, фанерование царг скамеек,
передних стенок ящиков и филенок зеркальных дверей и др.
В настоящее время многие фабрики осуществляют в гидравлических прессах
фанерование криволинейных деталей - пилястр, ножек и т. п.
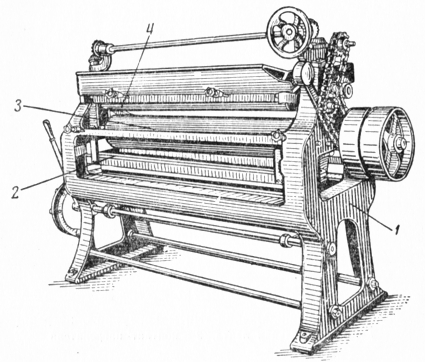
Нанесение клея при фанеровании производится с помощью клеенамазочного
станка (рис. 221).
Вместо жидкого клея при фанеровании часто пользуются пленочным клеем
(пленкой).
При фанеровании с пленкой отпадает необходимость в намазывании клея в
процессе формирования пакетов и весь процесс происходит значительно
быстрее.
При фанеровании небольших поверхностей в качестве приспособлений для
зажима на ряде предприятий применяются те же струбцины, что и для
склеивания (см. рис. 201). При значительном масштабе производства
в качестве оборудования для фанерования используют хомутовые струбцины
(см. рис. 202). Однако завинчивание большого числа винтов неудобно и
отнимает много времени.
При выполнении фанеровочных работ, как и при склеивании, наряду с
паровым обогревом плит пресса применяют электрообогрев, а также обогрев
в поле токов высокой частоты.
Электрообогрев осуществляется чаще всего контактным путем, т. е. путем
непосредственного контакта нагревателя с фанеруемой деталью.
Контактные электронагреватели представляют собой металлические ленты,
нагреваемые электрическим током и вмонтированные в зажимное
приспособление. Электронагреватели могут быть съемные, которые
накладывают на деталь перед запрессовкой, или стационарные,
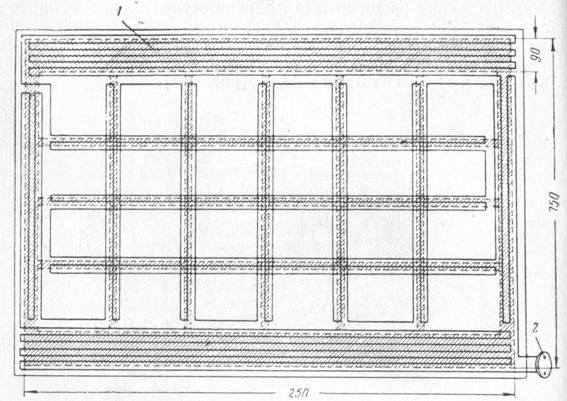
установленные в прессах и шаблонах. Различают сплошные нагреватели с
лентой, покрывающей зигзагообразно всю площадь нагревателя, и контурные
с лентой, расположенной по контурам, совпадающим с контурами фанеруемой
детали (рис. 222).
Нагреватели могут быть закрытые с лентой, закрытой тонким слоем фанеры
или шпона, и открытые с лентой, которая касается поверхности фанеруемой
детали.
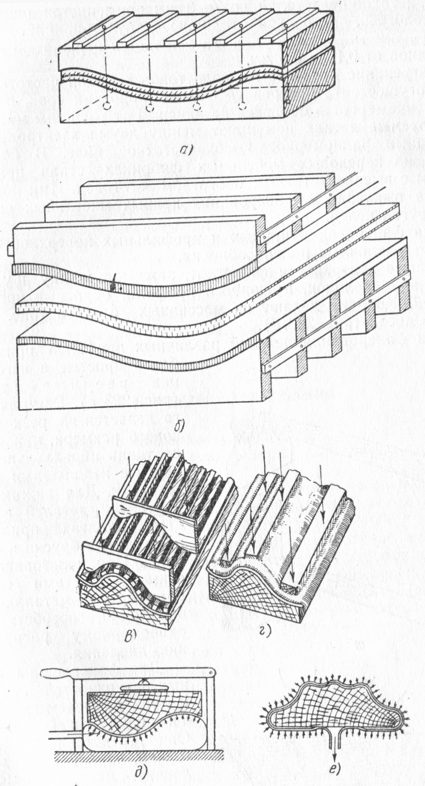
Рис. 223. Приспособления для фанерования кривых
и профильных поверхностей: а - Цулаги-колодки из массивных брусьев, б -
цулаги облегченного типа, в - реечная цулага, г - сыпучая цулага, д -
схема резиновой камеры, действующей сжатым воздухом, е - схема резиновой
камеры, действующей разреженным воздухом
При толщине деталей до 7-8 мм применяется односторонний подогрев, при
большей толщине - двухсторонний.
Лучшим материалом для лент является нержавеющая сталь толщиной от 0,1 до
0,5 мм.
Нагревание древесины в поле токов высокой частотьи позволяет осуществить
прогрев ее в очень короткий срок, обеспечивая равномерность обогрева
независимо от толщины материала. Фанеруемые детали помещают между двумя
электродами, создающими равномерное высокочастотное поле. В последнее
время на передовых мебельных фабриках стали применять прессы с
высокочастотным обогревом заготовок. Ими пользуются для выклейки и
фанерования кривых мебельных частей и для других целей.
Для фанерования кривых и профильных поверхностей применяют различные
приспособления.
Кривые поверхности фанеруют, зажимая между цулагами в виде колодок,
имеющими профили, обратные профилям деталей. Колодки делают из массивных
брусьев (рис. 223, а) или из досок (рис. 223,6).
Для фанерования деталей различных профилей применяют более простые в
изготовлении реечные цулаги (рис. 223, в). Реечная цулага делается из
реек одинакового размера, наклеенных на ткань параллельно друг другу с
небольшими промежутками. Для зажима фанеруемых деталей в реечных цулагах
применяют профильные бруски и струбцины. При пользовании реечными
цулагами следует применять металлические прокладки, способствующие
равномерному распределению давления.
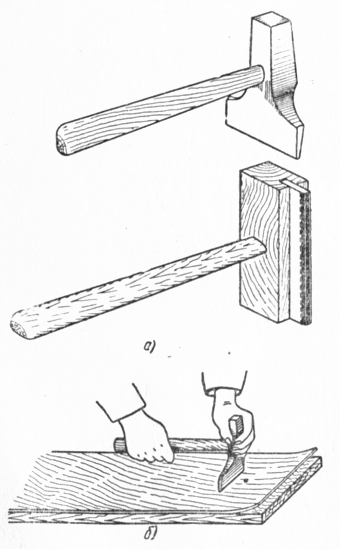
Рис. 224. Фанерование впритирку: а - притирочные
молотки, б - фанерование
Для фанерования сложных поверхностей применяют так называемые сыпучие
цулаги (рис. 223,г). Они представляют собой мешки, наполненные до
половины нагретым мелким песком. Мешок прижимают к фанеруемой
поверхности с помощью струбцин через продольные рейки. Для фанерования
профильных деталей применяют также р е-зиновые камеры (рис. 223,5),
наполняемые сжатым воздухом. Камеру укладывают в специально устроенную
коробку. На нее профильной поверхностью вниз укладывают деталь. После
этого через шланг камеру наполняют сжатым воздухом.
Для тех же целей применяют вакуумные резиновые мешки (рис. 223, е), из
которых насосом выкачивают воздух до сильного разрежения. В этом случае
деталь с наложенной на нее фанерой помещают внутри камеры. Камеру плотно
закрывают, через шланг выкачивают воздух, и стенки камеры обжимают
деталь со всех сторон.
При отсутствии фанеровочного оборудования и приспособлений фанерование
производят вручную впритирку. Этот способ состоит в том, что фанеру,
уложенную на покрытую клеем основу, приглаживают сверху обухом широкого
притирочного молотка (рис. 224, а) или утюгом. Приглаживание фанеры
производят движением молотка вдоль волокон от середины листа к концам с
легким нажимом,- постепенно усиливая давление (рис. 224,6). Этим
способом пользуются чаще всего для фанерования кромок.