Все о конструировании, в помощь конструктору,
советы бывалых, статьи для детского и взрослого творчества
Дата создания
сайта:
24/02/2013 Дата обновления главной страницы:
21.07.2015 21:02
Столярные работы, краснодеревщик,
как работать с деревом
Обработка узлов
Процесс обработки узлов состоит из зачистки и шлифования их после
склеивания и фанерования, снятия провесов, образовавшихся в результате
сборки узлов. Кроме того, верхние щитк после наклеивания карнизных
брусков и отборки профилей карнизов обрабатывают на фрезерном станке с
помощью обгоночного шаблона, зачищают профиль карниза и подправляют
дефекты.
К операциям обработки узлов, предшествующим окончательной сборке
изделий, относятся и присадочные операции, т. е. выборка всех отверстий
под шканты и стяжки. Присадочные отверстия под шканты выбирают на
пластях низа и колпака, на пластях боковых и средней стенок под стяжки
и на кромках боковых и средней стенок под шканты. Примерная разбивка
отверстий под шканты и стяжки показана на рис. 227.
В боковых и средней стенках для расположения головки болта высверливают
круглые гнезда (рис. 228) и отверстия для тела болта. В верхнем и нижнем
щите выбирают гнезда для размещения металлической планки и отверстия для
хвостовой части болта.
При отсутствии присадочных станков выборку присадочных отверстий
производят с помощью несложных приспособлений.
При обработке деталей и узлов отклонения от заданных размеров не должны
превышать:
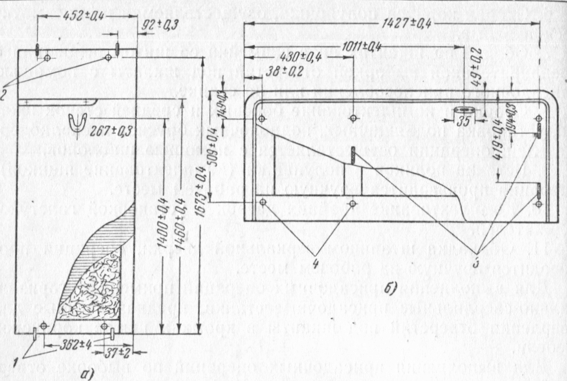
Рис. 227. Примерная разбивка отверстий под
шканты и стяжки в узлах платяного шкафа: а - на боковой стенке, б - в
верхнем щите; 1- шканты, 2 - гнезда под стяжки, 3- врезные планки
стяжек, 4 - отверстия под шканты в верхнем щите
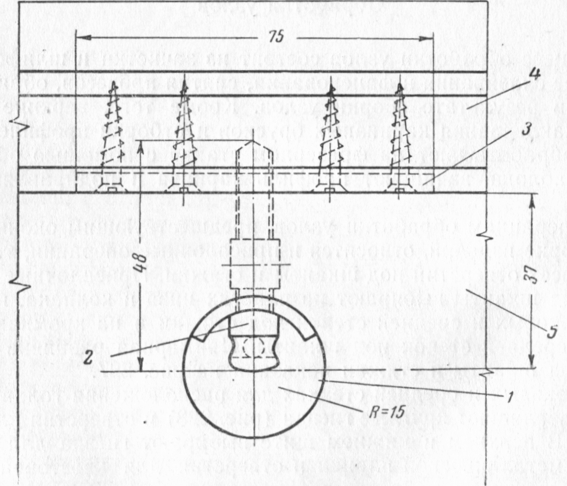
Рис. 228. Расположение гнезд и отверстий для
стяжки: 1 - гнездо для размещения головки болта, 2 - головка болта, 3 -
металлическая врезная планка для натяжки болта, 4 - верхний щит, 5 -
боковая стенка
для деталей размером до 300 мм....+0,5 мм
свыше 300 до 600 мм ... +1,0
свыше 600 мм....+1,5 >
в готовых мебельных изделиях со стороны лицевой поверхности отклонения
размеров деталей допускаются:
по длине для деталей размером до 600 мм +1 мм
свыше 600 мм ... +2 >
ширине...+1 >
толщине...+1 >
Отклонения размеров свесов (платиков большого размера) и платиков
допускаются до Чз от их номинальных размеров, однако для столярных
деталей они не должны превышать 2 мм.
Мебельные изделия и их детали в готовом виде должны измеряться с
точностью до 1 мм.
Крыловатость рамок и коробок и кривизна отдельных брусков рамок и
коробок до сборки допускаются по стреле прогиба не более 1,5 мм на 1
лог. м длины бруска.
Шканты, смазанные на половину длины клеем, вставляют в отверстия,
высверленные для них в боковых и средней стенках шкафа.
После того как присадочные операции выполнены для всех сопрягающихся
узлов с достаточной точностью, сборка корпуса шкафа уже не представляет
трудностей.