Все о конструировании, в помощь конструктору,
советы бывалых, статьи для детского и взрослого творчества
Дата создания
сайта:
24/02/2013 Дата обновления главной страницы:
21.07.2015 21:06
Столярные работы, краснодеревщик,
как работать с деревом
Сборка стульев на вайме конструкция
инженера Рояка
Процесс сборки мелких изделий на отечественных фабриках полностью
механизирован.
В частности, на мебельных фабриках Украинской ССР механизированную
сборку стульев производят на вайме конструкции инж. Рояка. Вайма состоит
из металлической станины, зажимного механизма и червячной передачи.
Станина имеет четыре секции, в которых последовательно производятся все
операции по сборке корпуса стула. В каждой секции имеются фиксаторы,
которые при сборке точно определяют место и направление деталей стула.
Зажимный механизм ваймы состоит из горизонтального вала, на котором
закреплены четыре эксцентрика, шарнирно связанные с прижимными брусками,
передвигающимися по направляющим. Каждый эксцентрик расположен на валу
под определенным углом, соответственно последовательности сборки узлов
корпуса стула в каждой секции. Сверху горизонтальный вал закрыт
деревянным щитом, являющимся одновременно столом для укладки
подготовленных к сборке деталей. Вращается ; вал от электродвигателя,
расположенного на нижней раме станины.
Вайма оборудована одношпиндельным фрезерным станком, на котором пилой
обрезают концы ножек у собранных узлов спинок.
Вайму обслуживают двое рабочих: станочник, выполняющий i все сборочные
операции, и его помощник, намазывающий клеем шипы и гнезда деталей и
подающий детали на щит ваймы.
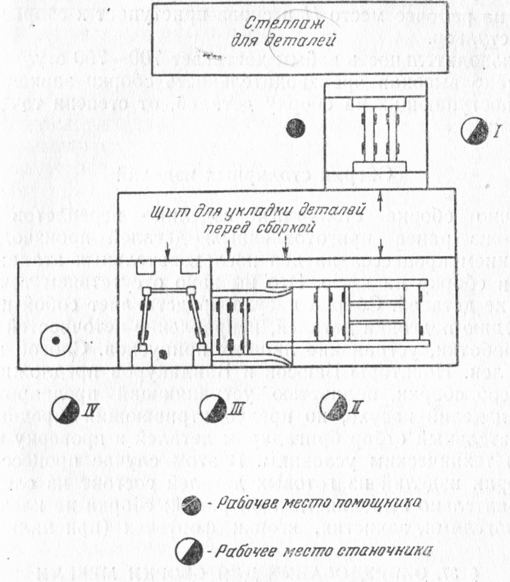
Сборку стульев производят в следующем порядке (рис. 230).
На рабочем месте I собирают узел заполнения спинки, состоящей из
верхнего, среднего и двух вертикальных брусков. Сборка этих узлов
производится одновременно на целую смену, [[осле зачистки от клея и
шлифования они поступают на сле-[уюшую операцию-сборки.
На рабочем месте II (во второй секции ваймы) производится сборка узла
спинки стула, состоящего из двух ножек, задней царги и заполнения
спинки.
Рис. 230. Схема расположения рабочих мест на
вайме Рояка
После сборки четырех спинок станочник, подойдя к рабочему месту IV,
обрезает с помощью фрезерного станка одновременно у всех четырех узлов
верхние концы задних ножек. Очищенные от клея спинки в количестве
150-200 шт. укладывают около рабочего места IV.
После этого станочник переходит на рабочее место III и приступает к
сборке передней части стула, состоящей из двух передних ножек, царги и
пронсжки.
Произведя сборку узла передней части корпуса стула, станочник
закладывает его, а также приготовленные боковые царги, проножки и спинку
в фиксаторы четвертой секции, где происходят зажим и сборка корпуса
стула.
Во время зажима корпуса третья секция освобождается и станочник
закладывает в нее следующий комплект деталей передней части стула.
Поворотом вала передняя часть зажи| мается, а собранный корпус стула
освобождается и вынимается из четвертой секции и устанавливается на
контрольную пли-1 ту; затем весь цикл сборки корпуса повторяется.
После сборки 150-200 корпусов стульев станочник возвращается на рабочее
место II и снова приступает к сборке партии спинок стульев.
Производительность ваймы достигает 700-750 стульев в смену. Однако
высокая производительность сборки зависит от качества поступающих на
сборку деталей, от степени точности их обработки.
Сборка столярных изделий
Обычно сборка столярных изделий - переплетов дверей и т. п. из
ранее приготовленных деталей производится с разделением процессса на два
последовательных этапа: сборку насухо и сборку на клею. Это вызвано
отсутствием точности в обработке деталей. Сборка насухо представляет
собой по существу стадию подгонки деталей, исправление неточностей
машинной обработки, устранение лишних припусков. Способ этот
нерационален. Новаторы Баюсов и Вандакуров предложили другой способ
сборки, полностью устраняющий предварительную сборку изделий насухо, но
предусматривающий предварительный тщательный отбор бригадиром деталей и
проверку их соответствия техническим условиям. В этом случае процесс
поточной сборки изделий из готовых деталей состоит из следующих
последовательно выполняемых операций: сборки на клею, скрепления
нагелями, зачистки, вгонки форточек (при наличии их).