Все о конструировании, в помощь конструктору,
советы бывалых, статьи для детского и взрослого творчества
Дата создания
сайта:
24/02/2013 Дата обновления главной страницы:
21.07.2015 21:37
Столярные работы, краснодеревщик,
как работать с деревом
Столярная подготовка поверхности древесины под прозрачную отделку,
окраска поверхности
Для окраски укрывистыми красками поверхность изделия огрунтовывают
олифой, глифталевым или другим грунтом. После просушки поверхность
шлифуют и производят местное или сплошное шпаклевание. При отделке
изделий из хвойных пород, имеющих резкую разницу в твердости весенних и
летних слоев древесины, а также при отделке клееной фанеры, имеющей
обычно на поверхности мелкие трещины, рекомендуется производить сплошное
шпаклевание. Шпаклевать без предварительной грунтовки не следует, так
как в этом случае сцепление шпаклевки с древесиной окажется
недостаточным. Шпаклевание надо выполнять не менее двух раз с
промежуточной просушкой и шлифованием.
Для получения высококачественной поверхности большое значение имеет
тщательность ее шлифования. Поверхность изделия шлифуют после местного
шпаклевания, после каждого сплошного шпаклевания и после нанесения
каждого слоя окрам кн, применяя соответствующие шлифовальные материалы и
режимы работы.
Окраска поверхностей
Ниже приводится краткий перечень операций подготовки и окраски
деревянных поверхностей масляными и эмалевыми красками:
1) грунтование, просушка и шлифование (табл. 7);
2) местное шпаклевание и просушка (табл. 8);
3) шлифование подшпаклеванных мест и удаление пыли;
4) проолифка подмазанных мест и просушка;
5) сплошное шпаклевание поверхности с просушкой (двухкратное или
трехкратное);
6) шлифование каждого слоя шпаклевки сухим или влажным способом-, пемзой
или водостойкой шкуркой и удаление пыли;
7) первая окраска и просушка;
8) шлифование влажным способом водостойкой шкуркой и просушка;
9) вторая и третья окраски и просушка;
10) влажное шлифование шкуркой (с керосином) и просушка;
11) влажное шлифование пемзой (с водой) и просушка;
12) располировка поверхности спиртом или шеллачной политурой.
Для окраски древесины нитроэмалевыми красками применяют краски ДМ-Б, ДМ
и ДМО необходимых цветов. Разбавляют нитроэмали на месте производства
работ растворителем № 646 или разбавителем РДВ до требуемой вязкости.
После разбавления состав процеживают через марлю.
Вязкость нитроэмали по воронке НИИЛК должна быть 6-9 сек. Срок сушки
покрытий не менее 45 мин., число покрытий 3-4. После первого покрытия
обязательно шлифование шкуркой № 180-360 с водой.
Покрытие поверхности слоем эмали должно быть ровным, без пропусков и
потеков. При отделке не допускаются пятгщ, полосы, захваты, отставание
пленки, побеление, царапины.
Для нанесения укрывистых красок и грунтовок вручную применяют жесткие
кисти из щетины; для разравнивания уже нанесенных красок и лаков -
мягкие кисти из барсучьего и беличьего волоса.
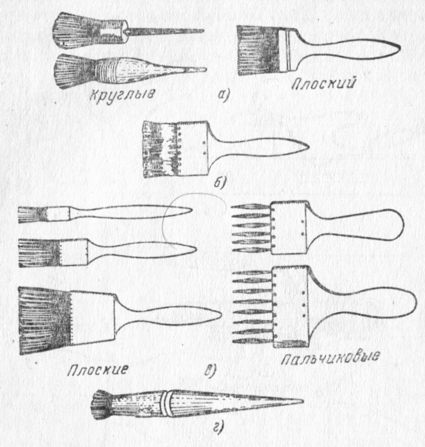
Короткие круглые или плоские кисти, служащие для нанесения грунтовок и
кроющих красок, называются ручниками (рис. 241, а). Мягкие широкие
плоские кисти для разравнивания лас и следов от щетинных кистей
называются флейцами (рис. 241,6). Для разравнивания следов от щетинных
кистей применяются также шеперки плоские и пальчиковые (рис. 241,б). Для
проведения прямых линий (отводки филенок) служат филеночные кисти (рис.
241,г).
В массовом производстве наиболее рациональным приемом нанесения
отделочных материалов на поверхность древесины является пульверизация.
Рис. 241. Кисти: а - ручники, б - флейцы, в -
шеперки, г - филеночная
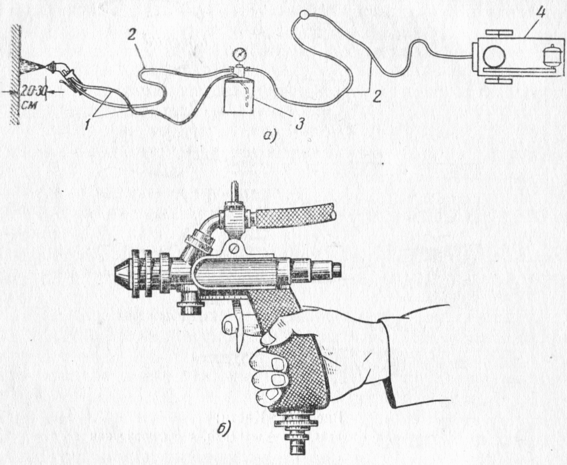
Распылительная установка (для пульверизации) (рис. 242, а) состоит из
пистолета-распылителя (рис. 242,6), через сопло которого отделочный
материал под действием сжатого воздуха выбрасывается в распыленном
состоянии. Отделочный материал помещается либо в небольшом резервуаре,
прикрепленном к пистолету-распылителю сверху, либо в отдельно
расположенном резервуаре емкостью 10-15 л и больше. В первом случае
резервуар над пистолетом приходится часто наполнять, так как запас лака
(или краски) расходуется через несколько минут. Во втором случае
пистолет-распылитель может работать непрерывно в течение нескольких
часов.
Для получения сжатого воздуха служит аппарат; он состоит из компрессора,
приводимого в действие электродвигателем и подающего воздух под
давлением 4-5 ат, воздушного резервуара с водомаслоотделителем,
манометра и вентилей для регулирования давления воздуха в зависимости от
густоты лака и величины сопла.
Важной частью установки является камера для пульверизации и рабочий
стол.
Пульверизационная установка обеспечивает равномерное распределение лака
по поверхности древесины и высокую производительность труда при
нанесении слоя необходимой толщины.
Рис. 242. Установка для пульверизации: а -
схема: 1 - шланг с краской, 2 - шланг воздуховода, 3-резервуар с
краской, 4- компрессор; б - пистолет-распылитель, работающий от отдельно
стояще, го резервуара с краской
Для нанесения на поверхность изделия отделочные материалов пользуются
также способом окунания. Для этого применяют специальные ванны,
наполненные раствором. После окунания изделие выдерживают, пока не
стечет отделочный материал, а затем протирают или подправляют
(уничтожают потеки) и сушат. Особенно удобен этот способ при крашении и
нанесении жидких грунтовок, но качество отделки при нем несколько ниже,
чем при отделке пульверизацией.
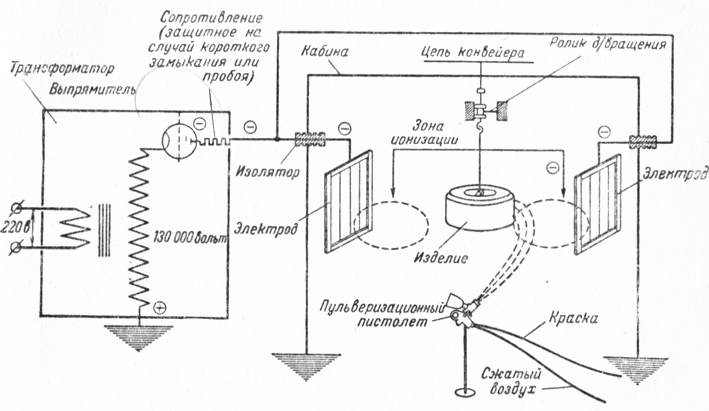
В настоящее время применяется более совершенный способ окраски
поверхностей распылением в электрическом поле высокого напряжения
(рис.243). Этот способ заключается в следующем: в пространство между
двумя электродами, состоящими из рамок с натянутыми металлическими
проволоками, соединенными с отрицательным полюсом источника тока
высокого напряжения и заземленными деталями (являющимися вторым полюсом
того же источника тока), вводят краску при помощи краскораспылителя.
Мелко распыленные частицы, попадая в электрическое поле, заряжаются
отрицательно и изменяют свой путь, направляясь на заземленные
положительно заряженные изделия. Вследствие этого краска притягивается к
изделию и осаждается на его поверхности. С целью получения равномерной
окраски некоторые детали вращают в зоне окраски.
Рис. 243. Схема установки для окраски изделий в
электрическом поле высокого напряжения
Окраска в электрическом поле дает большой экономический эффект:
исключаются потери краски и сокращается на 40-60% расход лакокрасочных
материалов, снижается трудоемкость, улучшаются условия труда.
Окраску в электрическом поле можно производить всеми лакокрасочными
материалами, применяемыми при окраске обычным распылением. Подавать
изделия можно с помощью конвейера.