Все о конструировании, в помощь конструктору,
советы бывалых, статьи для детского и взрослого творчества
Дата создания
сайта:
24/02/2013 Дата обновления главной страницы:
22.07.2015 22:42
Столярные работы, краснодеревщик,
как работать с деревом
Полирование дерева
Полирование поверхности применяется для отделки высококачественной
мебели. В результате полирования поверхность приобретает устойчивый
зеркальный блеск. При этом выявляются цвет и текстура древесины.
Сущность полирования заключается в постепенном многократном нанесении на
поверхность древесины тончайших слоев политуры. Политура представляет
собой спиртовый раствор пленкообразующей смолы. Лучшей считается
шеллачная политура. Она дает возможность получить пленку, обладающую
высокой эластичностью, светостойкостью и способностью к полированию.
Полирование поверхности производится с помощью тампона, который делают
из мягкой шерстяной ткани (иногда комка шерсти или ваты). Тампон
обертывают старым стираным полотном. При работе правильно пропитанным
тампоном на полируемой поверхности вслед за ним образуется быстро
исчезающий тонкий мазок (лас) высыхающей политуры. Если мазок не
высыхает моментально или получается жирным с мелкими пузырьками, значит,
в тампоне слишком много политуры. Полировать таким тампоном нельзя.
По мере высыхания тампона нажим на него несколько увеличивают. Когда на
поверхности уже не появляется видимого мазка, в тампон добавляют
политуру. Тампон наполняют, наливая небольшое количество политуры на
верхнюю поверхность внутреннего комка шерсти или ватьг. После наполнения
тампона обязательно делают пробный лас.
Полирование ведется на столе при устойчивом горизонтальном положении
детали или узла.
Процесс полирования состоит из четырех основных операций: грунтования,
первого, второго и третьего полирования.
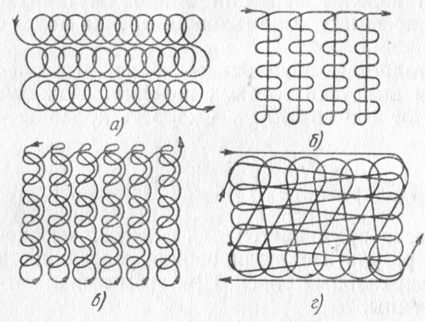
Рис. 246. Схема движения тампона при
полировании: а - при грунтовании, б - при первом полировании. в - при
втором полировании, г - при третьем полировании
Равномерный зеркальный глянец на полируемой поверхности получается
при нанесении на нее пленки политуры одинаковой толщины. Это достигается
в основном правильным движением тампона при полировании (рис. 246).
При грунтовании пользуются круговыми движениями; при первом полировании
- зигзагообразными с возвратом в исходное положение через зигзаги по
прямой; при втором полировании- также зигзагообразными с возвратом через
зигзаги круговыми движениями; при третьем полировании пользуются
движениями в виде продольных и поперечных восьмерок. При движении
тампона ласы должны тесно примыкать друг к другу или частично
перекрывать один другой.
Грунтование выполняют обычно более густой политурой с содержанием смолы,
равным 10%. Первое и второе полирование выполняют более жидкой,
8-процентной, политурой, а последнее, третье, полирование 5-7-процентной
политурой.
В соответствии с этим меняется и темп движения тампона и нанесения ласов.
Грунтование производится более спокойными, замедленными движениями,
первое и второе полирование - в более быстром темпе. Еще выше темп
работы восьмерками при третьем полировании.
Для того чтобы тампон лучше скользил по полируемой поверхности, на его
рабочую поверхность наносят две-три капли вазелинового, парафинового,
льняного или подсолнечного масла. Однако масла следует применять как
можно меньше, так как от него полированная поверхность теряет блеск. Им
следует пользоваться тогда, когда начинает чувствоваться некоторая
затруднительность в скольжении тампона.
Между отдельными операциями полирования поверхности подвергают
длительной выдержке. При следующей операции первьге два прохода тампоном
надо делать без масла, чтобы создать прочную связь наносимых слоев с
ранее нанесенными.
Полирование следует производить без отрыва тампона от полируемой
поверхности. Вынужденные отрывы или накладывание тампона делают
скользящими движениями, иначе на поверхности появятся ожоги. Ожогами
называются пятна, образуемые вследствие растворения уже затвердевшей
пленки излишками политуры, нанесенной при последующем полировании. Ожоги
появляются и при остановках тампона на полируемой поверхности, и при
сильных нажимах на тампон.
Грунтование производят вначале чистой политурой, а затем с
припудриванием поверхности древесины или поверхности тампона пемзовой
пудрой, которая способствует более быстрому заполнению пор древесиньи.
Пудру насыпают в мешочек из тонкой плотной ткани, через стенки которого
и производят припудривание. Грунтование ведется до полного закрытия пор
и до появления блеска. Загрунтованную поверхность после просушки шлифуют
шкуркой № 325-400 или пемзовым порошком с льняным маслом.
Завершающей операцией при полировании является удаление масла -
выполировка. Выполировку производят этиловым спиртом чистым или с
добавкой венской извести (обожженный доломит). Выполировкой удаляют с
поверхности следы масла и окончательно выравнивают пленку. Операцию
производят быстро, преимущественно восьмерками.
При большом объеме работ для отделки полированием гладких щитовых
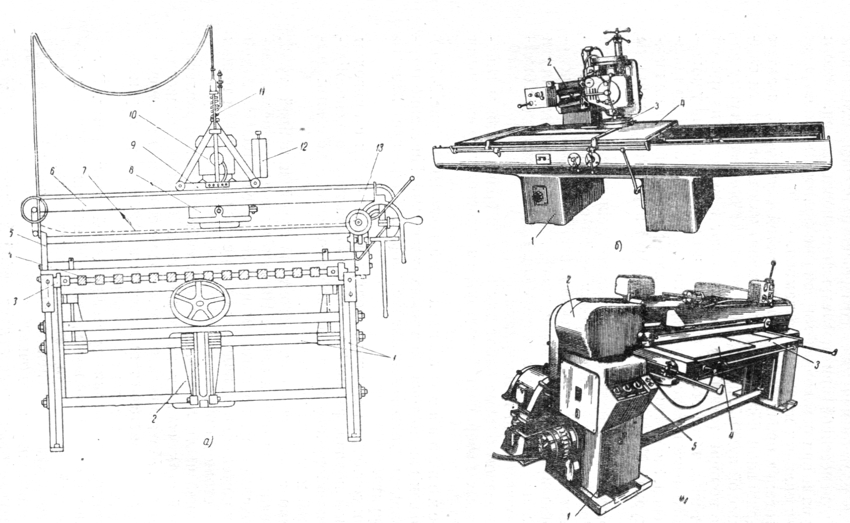
поверхностей пользуются плоскополировальными станками.
Плоскополировальный станок ППЗ (рис. 247, а) предназначен для
полирования плоских изделий. На станке можно производить также
заполнение пор и нанесение первого слоя - грунта.
Станок состоит из станины, стола, верхних бабок с приводом продольной
подачи, рабочей головки, зажимного приспособления, пневмооборудования,
электрооборудования, конечных выключателей и пульта управления.
Станина станка сборная, состоит из левой и правой тумб, установленных на
общей плите. На тумбах имеются вертикальные направляющие, по которым
перемещается стол. На левой тумбе находится привод подъема стола с
маховичком для точной установки стола по высоте.
В верхней части левой тумбы установлен пульт управления.
Рабочий стол состоит из деревянных брусков, оклеенных сверху сукном.
Механическое перемещение стола при поперечной подаче осуществляется от
электродвигателя. Ручное перемещение осуществляется с помощью рукоятки.
Верхние бабки соединены между собой швеллерами. В левой бабке находится
привод продольной подачи рабочей головки, состоящий из электродвигателя,
клиноременной передачи, червячного редуктора и цепной передачи. В правой
бабке расположена натяжная звездочка.
Рабочая головка представляет собой двухсторонний редуктор, выходной вал
которого является шпинделем. Вращение от электродвигателя передается
через предохранительную фрикционную муфту и две пары шестерен. На
шпинделе крепятся салазки, по которым перемещается тампон и противовес.
Для создания определенного давления тампона на изделие на головке
установлен пневмоцилиндр.
Подъем тампона осуществляется пружиной. На головке установлен бачок для
политуры и других жидкостей. Управление подачей жидкости осуществляется
дистанционно с пульта управления. Политура подается в тампон по трубке
через стакан.
Зажимное приспособление станка состоит из двух пневмо-цилиндров, на
штоках которых установлены упоры, и двух переставных упоров.
Пневматическое оборудование состоит из трех цилиндров одностороннего
действия. Давление воздуха в цилиндрах 4-баг.
Техническая характеристика станка ППЗ
Наибольшая длина полируемой детали в мм ... . 2000
Наибольшая ширина полируемой детали в мм . . . 1300
Скорость подачи рабочей головки в м/мин..........4,5-6
Скорость подачи стола в м/мин................3
Число оборотов тампона в минуту................250-350
Регулируемый вылет (эксцентриситет) в мм .... 25-75
Габаритные размеры в мм:
длина ..................................3050
ширина ................................2650
высота..................................1700
Вес станка в кг....................1500
Для получения высококачественной поверхности изделия и равномерной ее
тональности в станке предусмотрены три различных автоматических цикла
движения стола и рабочей головки - в виде зигзага, сетки и рамки для
обработки краев изделия.
Плоскополировальная машина в 5-6 раз производительнее ручного
полирования.
В зарубежной практике недавно появились ротационные полировальные станки
(рис. 247, б) для механического полирования лаковых покрытий, нанесенных
на предварительно шлифованную до зеркального блеска поверхность.
Шлифование производят мокрым способом специальными мастиками с
тончайшими частицами абразива. Мокрое шлифование выполняется на
специальных шлифовально-ленточных станках (рис. 247, в).Отделочные
процессы в производстве мебели сопряжены со значительными затратами
времени на сушку и выдержку отделываемых поверхностей после нанесения
того или иного покрытия. В массовом механизированном производстве мебели
это требует значительных производственных площадей, специального
оборудования в виде сушильных и вентиляционных устройств.
Продолжительность промежуточной сушки и выдержки создает особые
затруднения при автоматизации отделочных процессов. В связи с этим
дальнейшее развитие отделочных процессов в мебельном производстве идет
по пути сокращения подготовительных операций: грунтования и
порозаполнения; сокращения числа наносимых слоев отделки за счет
применения лаков с повышенным содержанием пленкообразующих веществ и
повышения толщины разового покрытия. Кроме того, применяют наиболее
совершенные способы сушки, например сушку инфракрасными лучами,
предварительный (перед нанесением на поверхность) подогрев лака или
отделываемой поверхности. Поэтому современные процессы отделки мебели
составляются с учетом всех возможностей, способствующих сокращению цикла
отделки.