Все о конструировании, в помощь конструктору,
советы бывалых, статьи для детского и взрослого творчества
Дата создания
сайта:
24/02/2013 Дата обновления главной страницы:
27.07.2015 20:29
Столярные работы, краснодеревщик,
как работать с деревом
Конвейеризация сборочных процессов
Конвейеризации технологического процесса изготовления мебели или
какой-либо отдельной стадии технологического процесса (например сборки)
должны предшествовать тщательная переработка и упрощение конструкции
изделия. Конвейеризация производства изделия с большим количеством
конструктивных элементов приводит к сложности и излишней протяженности
конвейеров, завышению числа рабочих мест на конвейере и высоким затратам
на оборудование и его эксплуатацию.
Необходимой предпосылкой конвейеризации является также точность и
высокое качество обработки деталей и узлов, поступающих на конвейер.
Большие затруднения при конвейеризации сборочных процессов представляют
собой операции, связанные с применением клея и требующие длительной
выдержки клеевых соединений в запрессованном или свободном состоянии.
Поэтому при конвейеризации таких процессов применяют приспособления для
контактного нагрева, нагрева в поле токов высокой частоты, сокращающие
сроки сушки и выдержки склеиваемых деталей.
На мебельной фабрике № 2 г. Москвы по проекту ЦНИИМОД осуществлена
комплексная конвейеризация сборочных и отделочных процессов.
Разветвленный сборочный конвейер этой фабрики (рис. 279) охватывает
процессы сборки письменных одно-.тумбовых столов и книжных секционные
шкафов, процессы сборки их узлов, операции по подготовке изделий к
отделке и собственно отделку, осуществляемую на специализированном
подвесном отделочном конвейере.
Выпуск письменных столов и книжных шкафов с конвейеров производится
партиями по 70 готовых изделий в смену.
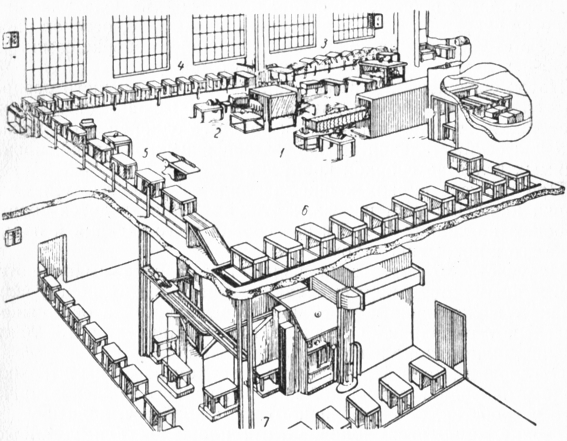
Конвейерный комплекс состоит из семи участков - потоков {рис. 279);
конвейера для сборки ящиков и полуящиков 1, поточной линии изготовления
крышек и дверок столов 2, комплекго-вочно-распределительного конвейера
3, конвейера для выдержки изделий 4, сборочного конвейера 5, участка для
подготовки изделий к отделке 6, конвейера для отделки изделий 7.
Сборка письменных столов происходит в трех специализированных поточных
линиях. Все три потока работают в одном ритме и в комплексе представляют
собой единый разветвленный сборочный конвейер.
Поток / (сборка ящиков и полуящиков) работает с применением цепного
распределительного конвейера пульсирующего действия. В состав
оборудования этого потока включена проходная нагревательная камера.
В начале конвейера установлены две пневматические сборочные ваймы. Одна
из них служит для сборки полуящиков, на второй попеременно собирают
большие и малые ящики. Собираемый комплект ящиков на распределительном
конвейере проходит через нагревательную камеру, после чего поступает на
шлифовальный станок с неподвижным столом, где производится шлифование
ящиков и проверка их размеров по ширине предельными калибрами. После
шлифования ящики тем же конвейером подаются к месту зачистки внутренних
поверхностей от следов клея и исправления мелких дефектов. Собранные
ящики доставляются на рабочие места сборочного конвейера на транспортных
стеллажах.
Рис. 279. Схема разветвленного сборочного и
отделочного конвейера: 1- конвейер для сборки ящиков и полуящиков,
2-поточная линия изготовления крышек и дверок стола, 3 -
комплектовочно-распределительный конвейер, 4 - конвейер для выдержки
изделий, 5 - сборочный конвейер, 6 - участок для подготовки изделий к
отделке, 7 - конвейер для отделки изделий
В потоке 2 (сборки и обработки крышек и дверок) выполняются следующие
операции:
а) сборка на клею рамки крышки в пневматической сборочной вайме,
установленной в начале потока;
б) наклеивание на собранную рамку филенки в специальном приводном
механическом прессе;
в) фрезерование собранной крышки по контуру с одновременной выборкой
шпунта для гребня обкладки;
г) приклеивание дубовой обкладки;
д) сборка дверки в пневматической вайме;
е) зачистка дверки и крышки от следов клея.
Ускорение процесса склеивания при сборке дверки и приклеивания обкладки
достигается за счет помещения этих узлов, после склеивания в проходной
нагревательной камере.
Поток 3, где производится сборка изделий, включает все операции по
сборке боковых стенок, приставок, тумб, остовов письменного стола и
коробок шкафа и операции по сборке самих изделий- письменного стола и
книжного шкафа.
Поток организован с применением комплектовочного распределительного
конвейера 3, двухцепного конвейера 4 для выдержки собранных корпусов
изделий и рабочего одноцепного конвейера 5 для осуществления комплекса
сборочных операций, производимых вслед за сборкой корпусов.
При выпуске книжных шкафов линия 1 используется для сборки нижней рамки
шкафа, на линии 2 производится сборка дверок, а на линиях 3, 4, 5 и 6 -
сборка всего изделия и подготовка его к покрытию лаком.
На участке 6 подготовки изделия к отделке выполняются первые четыре
операции: смачивание для поднятия ворса, шлифование, грунтование и
вторичное шлифование. На отделочном конвейере 7 выполняют остальные три
операции - первое лакирование, шлифование и второе лакирование.
Отделочный конвейер состоит в основном из распылительной кабины,
проходной сушильной камеры, цепного транспортирующего устройства,
смонтированного на монорельсе, подвешенном к потолку, и подвесных
поворотных площадок для установки на них изделий, подлежащих отделке.
Производительность труда на операциях после конвейеризации возросла в
два раза.
В процессе дальнейшей механизации деревообрабатывающих производств
большое значение имеют создаваемые автоматические линии или отдельные
агрегаты, охватывающие собой целый ряд операций на том или ином участке
технологического процесса.
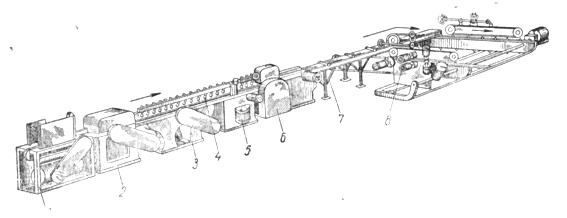
Первая автоматическая линия для обработки деталей корпусной мебели
создана на фабрике им. Боженко. Эта* автоматическая линия (рис. 280)
состоит из следующих основных агрегатов: загрузочного бункерного
устройства 1, фуговального станка 3, фрезерного станка 5,
четырехстороннего строгально-калевочного станка 6, направляющего лотка с
автоматическим перегрузочным устройством 7, двухстороннего шипорезного
станка 8.
В автоматической линии использовано обычное универсальное
оборудование, оснащенное необходимыми устройствами для загрузки деталей,
для транспортировки и передачи их из зоны продольного движения в зону
поперечного движения для обработки на шипорезном станке.
Загрузочное бункерное устройство является универсальным загрузочным
механизмом для автоподачи деталей к фуговальным станкам, а также к
строгальным с вальцовой, ленточной или цепной подачей. В него можно
загружать детали разной длины с соблюдением непрерывного их поступления.
Для придания деталям соответствующего направления во время движения и
обработки в направляющем лотке между фуговальным и фрезерным станками, а
также между фрезерным и четырехсторонними станками установлены
направляющие роликовые прижимы 4.
Выверенная под прямой угол деталь строгается на четырехстороннем станке
до нужного размера и отборки профиля.
Линию обслуживают два человека: оператор, настраивающий линию, и
рабочий, загружающий детали в бункерное устройство.
Линия предназначена для обработки брусковых деталей из черновых
заготовок.
Автоматизация процесса производства массовой мебели и его отдельных
участков должна прежде всего развиваться на базе существующего
оборудования путем добавления к нему необходимых средств автоматизации в
виде приспособлений для механической подачи деталей и загрузки станков,
различного рода транспортирующих устройств, укладчиков, перекладчиков,
переворачивающих приспособлений, приспособлений для автоматического
закрепления и освобождения деталей в процессе обработки, автоматики
управления станком и т. д. Это позволит в ближайшее время поднять
уровень технологии мебельного производства на более высокую ступень.
Автоматизация процессов производства массовой мебели неразрывно связана
с совершенствованием моделей мебели.
Новым технологическим приемом является предложенный Бе-лоцерковской
мебельной фабрикой способ производства платяных шкафов с отделкой в
узлах и деталях без предварительной сборки изделия.
В практике многих мебельных предприятий имеет место следующая схема
изготовления и отделки шкафов:
1) заготовка и обработка деталей;
2) сборка и обработка узлов;
3) сборка шкафов в так называемом белом виде;
4) передача в отделочный цех;
5) разборка шкафа (на узлы);
6) отделка шкафа в узлах;
7) сборка шкафа из отделанных узлов;
8) окончательная выверка и приемка шкафа;
9) разборка шкафа для отправки на склад готовой продукции.
По новой технологии, предложенной Белоцерковской мебельной фабрикой, из
перечисленных выше операций пять операций, а именно 3, 5, 7, 8 и 9,
отпадают. В результате достигается большая экономия рабочего времени и
производственных площадей.
Однако подобная технология осуществима лишь в том случае, когда
предприятие достигнет высокой ступени в технике обработки деталей,
высокой точности обработки и на основе этого полной взаимозаменяемости
деталей и узлов.
По приведенной выше технологической схеме шкаф собирается из
определенных, подогнанных друг к другу узлов. После подгонки ни один из
них уже не может быть заменен таким же узлом от другого шкафа, так как
размеры их не совпадают в полной мере из-за неточной обработки.
Поэтому, разбирая шкафы для отделки на отдельные узлы, необходимо их
промаркировать или расположить так, чтобы не перепутать с частями других
шкафов. Это создает неудобства в работе и требует больших
производственньих площадей.
Для достижения полной взаимозаменяемости узлов и отдельных деталей
шкафов при отделке их без предварительной сборки предприятие должно
провести целый ряд подготовительных мероприятий. Основные из них
сводятся к внедрению системы допусков и посадок в соответствии с ГОСТ,
для чего необходимо:
1) провести мероприятия, обеспечивающие нужный класс точности
деревообрабатывающих станков в соответствии с нормами точности;
2) провестп мероприятия, обеспечивающие правильное изготовление,
подготовку и установку режущего инструмента и наблюдение за его
состоянием во время работы;
3) провести мероприятия, обеспечивающие кондиционирование воздуха в
цехах (по заданной температуре и влажности) в целях обеспечения
наибольшей формоустойчивости деталей и узлов мебели; обеспечить
сокращение сроков пролеживания деталей и узлов в процессе обработки;
4) изготовить калибры;
5) провести организационно-технические мероприятия по установлению
действенного технического контроля обрабатываемых деталей и узлов
(установить способы проверки, порядок выбраковки, исправления и
использования бракованных деталей, применения и содержания калибров и т.
д.);
6) разработать способы и приемы отделки шкафов в узлах без увеличения
затрат времени и производственных площадей по сравнению с отделкой в
готовых изделиях;
7) установить способы комплектования узлов изделия по внешним признакам
(текстуре, цвету, отделке и т. п.);