Авиатехника,
Железнодорожная техника,
Автотехника,
Водная техника,
Космическая техника,
Военная техника,
Сельскохозяйственная
техника, Бытовая техника,
Радиоэлектроника,
Электрика,
Энергетика,
Механика,
Мебель своими руками,
Строительство,
Ремонт,
Приусадебное хозяйство,
Инструменты,
Полезные советы,
Конструктор-конструктору,
Технические статьи,
Исторические хроники,
Неопознанное,
Из области фантастики,
Полезные ссылки,
Обмен ссылками,
Размещение
статей, рекламы

Все о конструировании, в помощь конструктору, советы бывалых, статьи для детского и взрослого творчества

Дата создания
сайта:
24/02/2013
Дата обновления главной страницы:
03.03.2015 19:30
Термическая обработка стали
Термическая обработка стали разделяется на закаливание, отпуск и
отжиг.
Закаливание стали применяется для повышения ее твердости. Мягкие
малоуглеродистые стали не закаливаются, углеродистые и инструментальные
стали увеличивают свою твердость при закалке в три-четыре раза.
Таблица 13 Термическая обработка инструмента
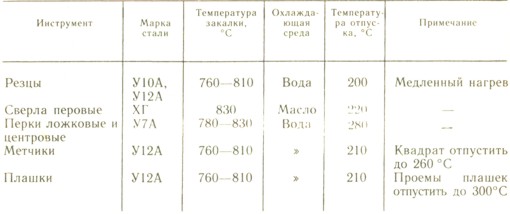
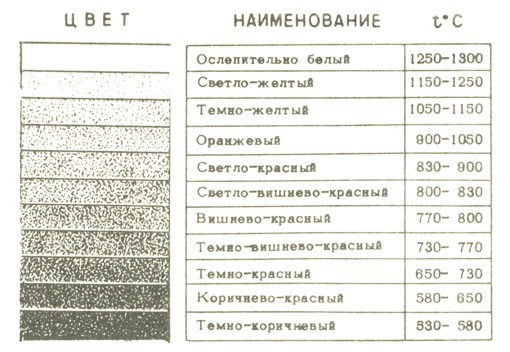
Рис.72. Цвета каления стали
Процесс закаливания состоит в нагревании стали примерно до
температуры 820°С и быстром охлаждении в масле или воде (табл. 13).
Для определения температуры нагрева пользуются специальными приборами -
пирометрами. При отсутствии пирометра степень нагрева определяют
приблизительно по цвету каления (рис. 72).
В закаленном состоянии сталь обладает большой твердостью и вместе с тем
хрупкостью. Чтобы придать стали вязкость, производится так называемый
отпуск стали после закалки (табл. 14). Для этого ее нагревают до
220-300° С и охлаждают в воде или масле. Твердость стали несколько
уменьшается, так как структура ее изменяется и она становится более
вязкой. Меняя температуру отпуска, можно получить разные механические
свойства. При нагреве стали на воздухе ее поверхность окрашивается в
различные цвета, называемые цветами побежалости. Каждый цвет побежалости
соответствует вполне определенной температуре и может служить указателем
для определения степени нагрева при отпуске стали (рис. 73).
Отпуск выполняется следующим образом: закаленную деталь, покрытую слоем
окалины, зачищают до блеска шкуркой и кладут на песок, насыпанный в
металлическую плоскую коробку. Песок вместе с коробкой медленно
нагревают и ждут появления на поверхности детали цвета побежалости,
соответствующего определенной температуре отпуска. Сначала поверхность
стали окрасится в бледно-желтый цвет, который по мере нагревания песка
перейдет в желтый, коричневый и т. д. Так, например, пружины отпускают
до фиолетового цвета, инструмент, требующий по сравнению с пружиной
большей твердости, обычно отпускают до соломенно-желтого цвета.
Таблица 14 Температуры отпуска и цвета побежалости различного инструмента после закалки
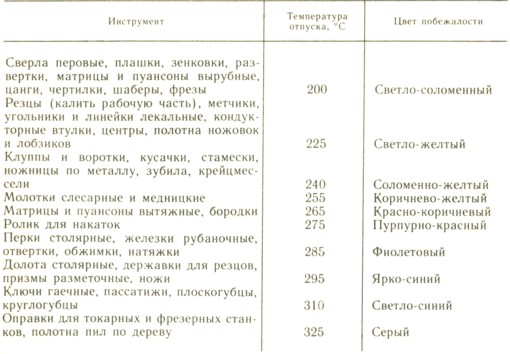
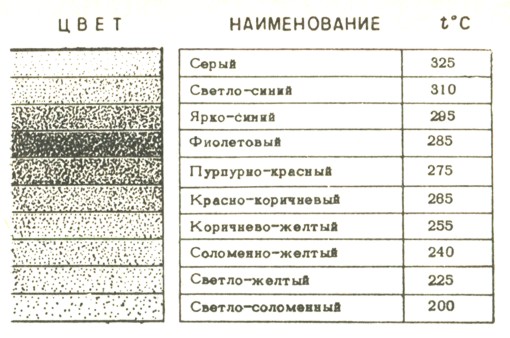
Рис. 73. Цвета побежалости стали
Когда температура нагрева для отпуска будет достаточной, деталь берут
пинцетом или щипцами и быстро охлаждают в воде или масле. Степень
отпуска пробуют на краю детали бархатным надфилем. Чем мягче отпущенная
деталь, тем легче "берет" ее надфиль. По закаленной и неотпущенной
детали надфиль скользит, как по стеклу.
Отжиг стали служит для выполнения задачи, обратной закалке. В тех
случаях, когда закаленную деталь требуется обрабатывать режущим
инструментом, необходимо произвести ее отжиг. Отжиг стали заключается в
нагревании ее до температуры 800-900° С с последующим медленным
охлаждением. После отжига сталь легко поддается обработке.
Малоуглеродная сталь отжигается таким же способом. Ее отжиг необходим в
тех случаях, когда после прокатки она имеет повышенную твердость (в
результате нагартовки - уплотнения материала), а для изготовления
деталей требуется повышенная вязкость (например, при штамповке, вытяжке
и т.п.).
Читать далее про авиамодели, материалы, работу с инструментами и различными материалами...
p.s. При копировании материалов и фотографий ссылка на сайт обязательна.
Саратов 2007-2015 г.
Авиатехника,
Железнодорожная техника,
Автотехника,
Водная техника,
Космическая техника,
Военная техника,
Сельскохозяйственная
техника, Бытовая техника,
Радиоэлектроника,
Электрика,
Энергетика,
Механика,
Мебель своими руками,
Строительство,
Ремонт,
Приусадебное хозяйство,
Инструменты,
Полезные советы,
Конструктор-конструктору,
Технические статьи,
Исторические хроники,
Неопознанное,
Из области фантастики,
Полезные ссылки,
Обмен ссылками,
Размещение
статей, рекламы
Смотрите также интересные ссылки:
Автохимия для авто Мойка вагонов, разработки для железнодорожного транспорта и
метрополитена
Бесконтактная мойка авто и транспорта Средства
для Ультразвука и ультразвуковых ванн
Дезинфицирующие средства