Авиатехника,
Железнодорожная техника,
Автотехника,
Водная техника,
Космическая техника,
Военная техника,
Сельскохозяйственная
техника, Бытовая техника,
Радиоэлектроника,
Электрика,
Энергетика,
Механика,
Мебель своими руками,
Строительство,
Ремонт,
Приусадебное хозяйство,
Инструменты,
Полезные советы,
Конструктор-конструктору,
Технические статьи,
Исторические хроники,
Неопознанное,
Из области фантастики,
Полезные ссылки,
Обмен ссылками,
Размещение
статей, рекламы

Все о конструировании, в помощь конструктору, советы бывалых, статьи для детского и взрослого творчества

Дата создания
сайта:
24/02/2013
Дата обновления главной страницы:
03.03.2015 20:19
Правка, рубка, резание
Правкой называется процесс выравнивания погнутых листов и заготовок
(иногда приходится выравнивать и готовые изделия). Для правки лист
укладывают на гладкую тяжелую плиту или наковальню выпуклостью вверх.
Выпуклости на листе устраняют ударами молотка по их краям.
Рубка - простейший способ резания металла - состоит в снятии лишнего
слоя металла зубилом в тисках или на плите. Это - грубая операция, так
как точность обработанных поверхностей получается не выше 0,5-1 мм.
Приемы работы зубилом в тисках и на плите показаны на рис. 91.
Канавки прорубают особым узким зубилом, носящим название крейцмесселя.
Для резания листового металла пользуются ножницами.
Для материала толщиной 3-4 мм применяются рычажные ножницы. Сталь
толщиной до 1,5 мм и цветные металлы до 2 мм можно резать ручными
слесарными ножницами (см. рис. 91). Так как в моделировании чаще
применяют тонкий листовой материал, наиболее ходовыми являются ножницы
небольшого размера. Очень удобны зуботехнические ножницы. Листы из
цветного металла толщиной до 1 мм и из стали толщиной до 0,5 мм легко
режутся обычными портновскими ножницами. У исправных ножниц режущие
кромки должны быть острыми и плотно подходить одна к другой. Вследствие
износа шарниров между режущими кромками появляется зазор, и ножницы
перестают резать тонкий материал, <зажимают край>.
При наладке ножниц надо устранить зазор в шарнире и заточить
притупившиеся кромки.
Толстый материал, который нельзя разрезать имеющимися ножницами, следует
распилить ножовкой.
Ножовка состоит из станка и тонкого стального мелкозубого полотна.
Полотно ставится зубом от себя. Прием работы ножовкой показан на рис.
92.
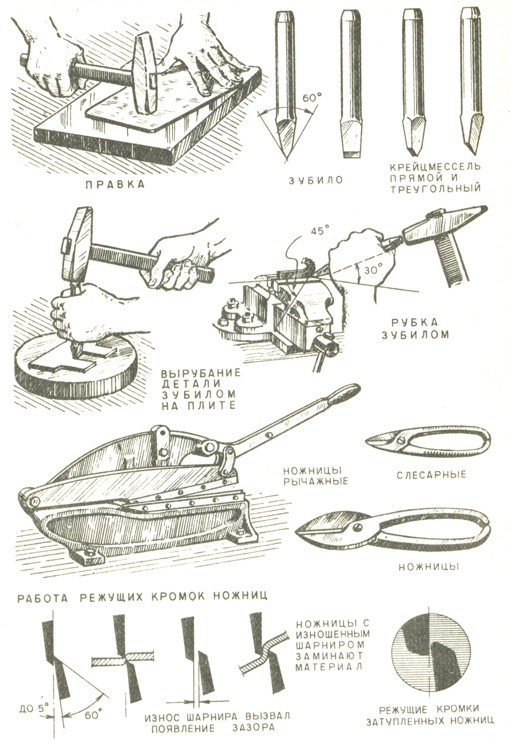
Рис. 91. Инструмент для правки, рубки и резания
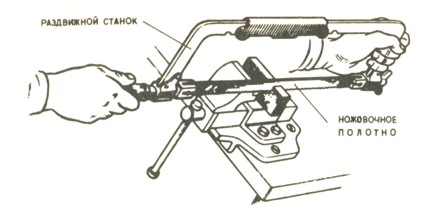
Рис. 92. Работа с ножовкой
Изготовление деталей из материала толщиной 5-10 мм и более сопряжено с трудоемкой операцией выпиливания их по контуру. Например, вилку шасси надо опиливать снаружи и внутри.
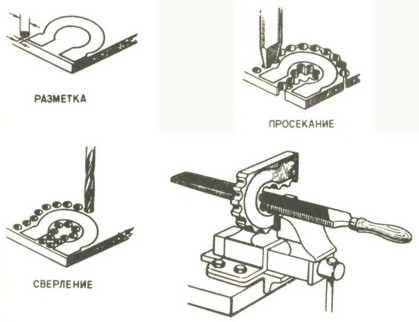
Рис. 93. Изготовление заготовок высверливанием отверстий по контуру
Заготовку для этой детали можно выпилить ножовкой, но производительнее применить метод высверливания, который состоит в следующем. Вокруг контура детали на расстоянии 1 -1,5 мм высверливают ряд отверстий диаметром 3-5 мм (рис. 93). Оставшиеся перемычки перерубают зубилом или специальным пробойником. Затем приступают к опиловке получившегося зубчатого края напильниками или обдирке на точиле. Этот способ более эффективен при наличии сверлильного станка.
Читать далее про авиамодели, материалы, работу с инструментами и различными материалами...
p.s. При копировании материалов и фотографий ссылка на сайт обязательна.
Саратов 2007-2015 г.
Авиатехника,
Железнодорожная техника,
Автотехника,
Водная техника,
Космическая техника,
Военная техника,
Сельскохозяйственная
техника, Бытовая техника,
Радиоэлектроника,
Электрика,
Энергетика,
Механика,
Мебель своими руками,
Строительство,
Ремонт,
Приусадебное хозяйство,
Инструменты,
Полезные советы,
Конструктор-конструктору,
Технические статьи,
Исторические хроники,
Неопознанное,
Из области фантастики,
Полезные ссылки,
Обмен ссылками,
Размещение
статей, рекламы
Смотрите также интересные ссылки:
Автохимия для авто Мойка вагонов, разработки для железнодорожного транспорта и
метрополитена
Бесконтактная мойка авто и транспорта Средства
для Ультразвука и ультразвуковых ванн
Дезинфицирующие средства