Авиатехника,
Железнодорожная техника,
Автотехника,
Водная техника,
Космическая техника,
Военная техника,
Сельскохозяйственная
техника, Бытовая техника,
Радиоэлектроника,
Электрика,
Энергетика,
Механика,
Мебель своими руками,
Строительство,
Ремонт,
Приусадебное хозяйство,
Инструменты,
Полезные советы,
Конструктор-конструктору,
Технические статьи,
Исторические хроники,
Неопознанное,
Из области фантастики,
Полезные ссылки,
Обмен ссылками,
Размещение
статей, рекламы

Все о конструировании, в помощь конструктору, советы бывалых, статьи для детского и взрослого творчества

Дата создания
сайта:
24/02/2013
Дата обновления главной страницы:
05.03.2015 21:06
Органическое стекло
Органическое стекло (акрилат, плексиглас) обладает большой
прозрачностью и почти совсем не меняет цвета под воздействием солнечного
света.
Там, где требуется прозрачность и чистота поверхности, органическое
стекло имеет преимущество пред целлулоидом. Так же как и целлулоид,
органическое стекло обладает способностью менять свою прочность и
пластичность в зависимости от температуры.
Прочность товарного органического стекла марки СОЛ-1 в зависимости от
температуры показана на графике (см. рис. 118).
Обычно из него делают фонари моделей самолетов и остекление кабин.
Значительная толщина листов органического стекла позволяет изготовлять
из него многие детали и целиком модели. Органическое стекло выпускается
различных марок в листах толщиной от 1 до 60 мм; объемная масса его 1,18
г/см3.
Органическое стекло точится и фрезеруется металлорежущим инструментом
для легких сплавов, обрабатывается рубанком. Для прямолинейной резки
листового материала толщиной до 6 мм применяется резак (рис. 121). Более
толстый материал производительнее пилить мелкозубой пилой по дереву.
Склеивание органического стекла основано на его способности растворяться
в дихлорэтане. Процесс аналогичен склеиванию целлулоида и отличается
только тем, что схватывание происходит медленнее.
Способ приклеивания обтекателей из органического стекла к дереву или
обшивке, покрытой нитролаком, состоит в том, что сначала к краю
обтекателя приклеивают ацетоном целлулоидную ленточку, которую затем
другим клеем приклеивают к поверхности окрашенного фюзеляжа.
Детали из органического стекла к металлу и другим материалам хорошо
крепить клеем К-88 и <Момент>.
Выдавливание из органического стекла. Органическое стекло, так же как и
целлулоид, обладает способностью размягчаться при повышении температуры.
Этим его свойством пользуются при вытягивании из него деталей различных
форм.
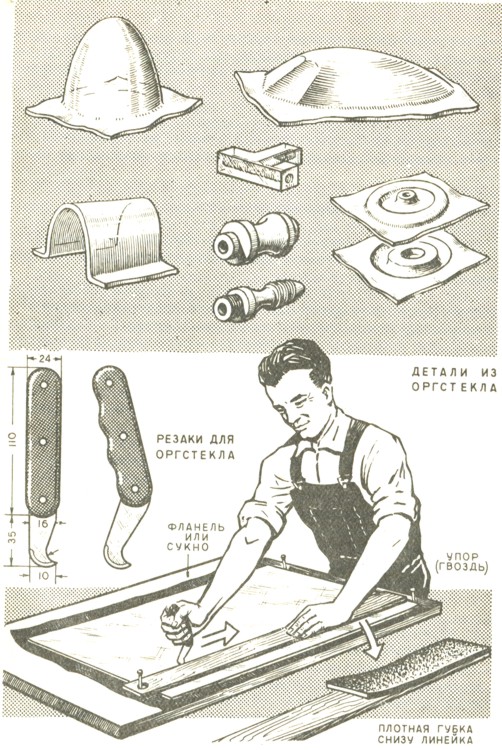
Рис. 121. Детали из оргстекла и приемы раскроя листов
По сравнению с целлулоидом органическое стекло более устойчиво и
требует для размягчения большей температуры.
Наиболее благоприятная температура для гнутья и давления 110-135° С. При
этой температуре стекло становится мягким, гнется под собственной
тяжестью и начинает испаряться с поверхности.
Нельзя допускать перегрева органического стекла. Перегрев обнаруживается
с появлением пузырьков и легкого потрескивания.
Формовка органического стекла выполняется так же, как и целлулоида,
причем глубокой вытяжки легче достичь на тонком материале (толщиной 1-2
мм). Относительная вытяжка органического стекла больше, чем целлулоида.
Прессование и литье деталей из органического стекла. Исходным материалом
для прессования и литья являются порошки метилметакрилата (оргстекло),
мономер (оргстекло в жидком состоянии без отвердителя), порошки смолы ПФ
(полихлорвинил), пластификаторы, красители, пигменты и наполнители.
В качестве активатора затвердевания применяется перекись бензоила.
В продаже имеются препараты, применяемые для медицинского
протезирования, представляющие собой наборы необходимых компонентов
высокого качества. Различаются самотвердеющие после смешения при
температуре 20-40° С и термореактивные, то есть требующие обработки
теплом.
Термореактивный стоматологический препарат АКР-7 состоит из жидкости
(мономера) и порошка (полиметилметакрилата).
Стоматологические препараты АКР-100-СТ и АСТ-1 представляют собой
самотвердеющие пластмассы на основе полиметилметакрилата.
Выпускаются в следующем комплекте:
1. Порошек - мелкодисперсный эмульсионный полиметилме-такрилат розового
цвета, содержащий инициатор. Масса порошка в банке 50 г.
2. Жидкость - метиловый эфир метакриловой кислоты с добавками активатора
(очищенный). Масса жидкости в флаконе 40 г.
3. Клей дихлорэтановый - 5%-ный раствор полиметилметакрилата в
дихлорэтане. Масса клея в флаконе 20 г.
К комплекту прилагаются два мерника для порошка и жидкости и инструкция.
Самотвердеющая пластмасса АКР-ЮО-СТ полимеризуется (затвердевает) при
температуре 35-40° С и не требует специальной термообработки.
Термореактивную массу для формования и литья можно приготовить по одному
из следующих рецептов:
Рецепт 1 (для прессования), г
Порошок Л-1 или Л-2 (ТУ МХП 1311-49) Мономер В-4 Перекись бензоила
Пластмассе можно придать эластичность, добавив в мономер 5-10 г
дибутилфталата.
Рецепт 2 (для литья в форму), г
Порошок Л-1 или Л-2 (ТУ МХП 1311-49) Мономер В-4 Полихлорвинил ПФ
Перекись бензоила
Для того чтобы смесь при полимеризации не прилипала к стенкам формы, в
состав обоих рецептов следует добавить 3 г стеариновой кислоты, которую
так же, как и перекись бензоила, перед смешиванием'разводят в мономере.
С той же целью поверхность формы покрывают слоем разделительного лака
АЦ-1 (ТУ 1260-54).
Процесс изготовления деталей из порошков полиметилмета-крилата слагается
из следующих последовательных операций: изготовление формы,
приготовление литейной массы, формование и полимеризация.
Изготовление формы. Формы могут быть металлические и гипсовые. Первые
позволяют сделать большое количество отливок по одной форме, вторые -
три-пять отливок. Изготовить металлические формы для деталей сложной
конфигурации трудно. Форму отливают из металла, по модели подвергают
граверной и слесарной доработке. Пресс-формы для деталей, представляющих
собой тела вращения, например колеса, делать значительно проще. Их точат
на токарных станках из дюралюминия. Наиболее доступным является
формование в гипсе.
Изготовленную из дерева модель покрывают нитролаком и смазывают тонким
слоем вазелина. По размерам модели с припуском на сторону по 30 мм
изготовляют две коробки - опоки из листового железа толщиной 2-3 мм
(рис. 122).
В резиновую гипсомодельную чашку или, если ее нет, в половинку
резинового мяча наливают воду комнатной температуры. В воду понемногу
засыпают медицинский гипс до тех пор, пока на поверхности воды не
образуется сухой островок. Затем гипс быстро размешивают до состояния
сметанообразной массы и выливают в первую опоку, заполнив ее до верха.
Пока гипс не <стал> (не начал твердеть), в него вдавливают модель на 2-3
мм глубже плоскости симметрии и ждут. После того как гипс затвердеет,
его излишки (по плоскости симметрии) срезают ножом (или стеком), делают
выемки для направляющих выступов (см. рис. 122), смазывают всю
поверхность гипса и модели тонким слоем вазелина, накрывают второй
опокой и заливают вторично гипсом.
Чтобы предотвратить образование пустот и пузырей в форме, опоки
встряхивают или по ним слегка постукивают молотком до тех пор, пока гипс
не <станет>. Дождавшись полного затвердевания гипса, опоки разнимают, а
модель осторожно вынимают. После того как форма просохла, делают канавки
для выхода излишней массы при прессовании и каждую из половинок очищают
мягкой кистью.
При.готовление литейной массы. Прежде всего следует очистить мономер от
воды и других примесей. Для этого надо приготовить раствор щелочи (8 г
едкого натра или калия на 100 г воды) и влить его в мономер из расчета 2
объемных части мономера и 1 часть раствора щелочи. После взбалтывания
раствор темнеет и быстро расслаивается. Внизу располагается загрязненный
раствор щелочи, вверху - очищенный мономер, пригодный для работы. Его
сливают в отдельную посуду, потемневший раствор щелочи выбрасывают.
Эмульсионный порошок необходимо смешивать с мономером в цилиндрическом
сосуде (типа стакана). Растирание в ступке не допускается.
Для состава АКР-7 берется 7 г порошка на 3,5 см3 очищенного мономера.
Отвешенное количество порошка насыпается в стакан емкостью раза в четыре
больше, чем объем порошка. После этого наливается отмеренное количество
мономера. Вся смесь тщательно перемешивается до полного смачивания
порошка мономером. Готовую массу вынимают лопаткой из стакана отдельными
порциями и кладут в подготовленную форму. По рецепту 2 получается более
жидкая текучая масса, ее можно заливать в форму сложной конфигурации
через литниковое отверстие так же, как льют металл.
В мономере хорошо растворяются многие анилиновые красители. Добавляя их,
можно получить пластмассу различных цветов. Добавлением сухих пигментов
получают непрозрачную цветную пластмассу.
Пластичность можно увеличить до состояния резины, увеличивая порцию
дибутилфталата.
Формование и полимеризация.
Каждую часть подготовленной формы смазывают раствором парафина или
машинным маслом, иногда покрывают куском увлажненного целлофана,
универсальной силиконовой смазкой. Наилучшие результаты получаются,
если красят специальным лаком АЦ-1, на который кладут необходимую порцию
подготовленной метакриловой массы. Затем совмещают обе опоки и
постепенно сжимают их в слесарных тисках или под прессом до полного
прилегания стыка. Наконец свинчивают и подвергают термообработке,
самотвердеющие - выдержке в форме до полного отвердения (см. рис. 122).
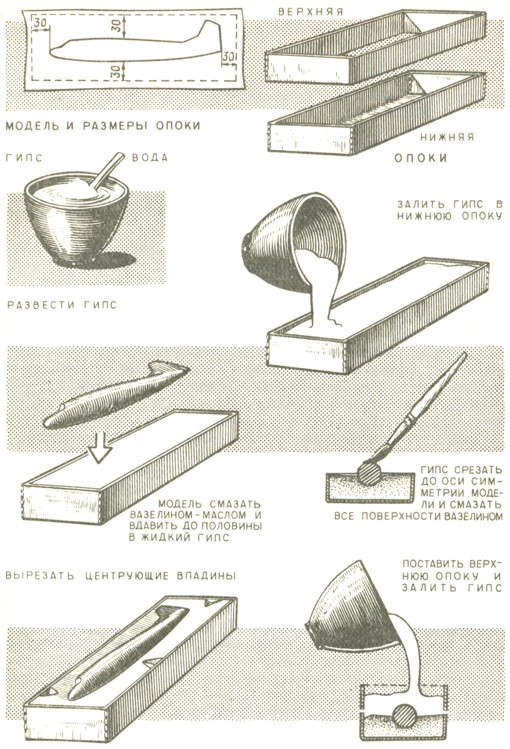
Рис. 122. Формирование и полимеризация деталей из акриловых двухкомпонентных сополимеров
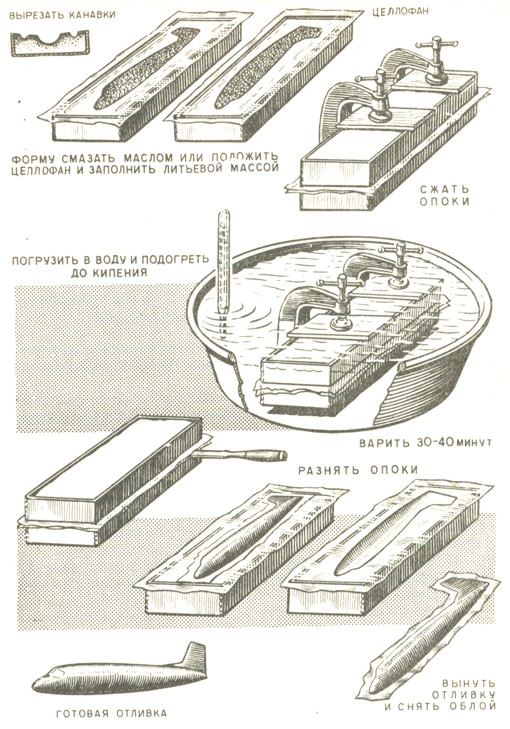
Рис. 122. Формирование и полимеризация деталей из акриловых двухкомпонентных сополимеров
Материал АКР-7 приводят в твердое состояние путем нагрева в воде от
комнатной температуры до кипения. Подъем температуры производят в
течение 50-60 мин, а кипячение - в течение 30 мин. Прекратив нагревание,
держат форму в горячей воде в течение 15 мин, а затем приступают к
охлаждению формы.
Нагревание можно производить также в электропечи или шкафу. Чтобы
избежать деформации и усадки материала при резком снижении температуры,
формы необходимо охлаждать медленно.
Остудив форму, опоки аккуратно разъединяют, деталь вынимают, снимают с
нее облой и подвергают необходимой механической обработке и полировке.
Прессование в металлической форме производится так же. Форму необходимо
смазывать вазелином, смазкой ЦИАТИМ-201, а лучше лаком АЦ-1. Время
нагрева из-за большой теплопроводности формы сокращается в два раза.
Шлифование и полирование органического стекла. Необходимость
отполировать поверхность органического стекла чаще всего возникает при
изготовлении давлением прозрачных фонарей кабин.
Как бы ни были тщательно отделаны болванки или штампы, все же они
оставляют отпечатки неровностей пуансона или структуры дерева на
поверхности изделия. Эти неровности сошлифо-вывают мелкой шкуркой, а
затем поверхность стекла полируют.
Полирование вручную производят кусочком фланели или другой мягкой ткани,
на которую наносят полировочную пасту (см. табл. 22). Окончательный
глянец наводят мелом с маслом, нанесенным на фланель или замшу, или
пастой ВИАМ-2, которая представляет собою водный раствор трепела с
добавлением скипидара или керосина.
Ручное полирование требует много времени и терпения. Для ускорения
процесса пользуются кругами, набранными из матерчатых дисков.
Для первоначального полирования органического стекла желательно, чтобы
окружная скорость полировочного круга при полировании с пастами была
около 10 м/с.
На одну сторону вращающегося круга наносят слой полировочной пасты,
имеющей в своем составе окись хрома или окись железа. Другую сторону
круга оставляют чистой, этой стороной снимают остатки пасты с изделия и
дополнительно отделывают поверхность.
Окончательное полирование можно производить кругом из небеленого
полотна, слегка смазанным лярдом - свиным несоленым перетопленным салом.
Окружная скорость при этом составляет примерно 15-16 м/с. Для придания
поверхности особого блеска ее отделывают чистым кругом из байки или
замши, слегка смазанным мелом, смешанным с маслом. Окружная скорость
круга при этом 32 м/с. Во избежание перегрева детали не рекомендуется
полировать долго одно и то же место.
На рис. 117 дан график для подбора диаметра круга и числа оборотов в
зависимости от заданной окружной скорости. От правильного подбора
окружной скорости зависят производительность и качество работы. Работа
при слишком большой окружной скорости круга может привести к перегреву
материала и возгоранию. Работа при очень малой скорости приводит к
засаливанию круга и уменьшает производительность.
Во время работы на станке для предотвращения удара деталь держат и
подводят к кругу ниже его центра.
Органическое стекло окрашивают при помощи распылителей нитролаками,
которые его несколько растворяют и прочно с ним соединяются.
Читать далее про авиамодели, материалы, работу с инструментами и различными материалами...
p.s. При копировании материалов и фотографий ссылка на сайт обязательна.
Саратов 2007-2015 г.
Авиатехника,
Железнодорожная техника,
Автотехника,
Водная техника,
Космическая техника,
Военная техника,
Сельскохозяйственная
техника, Бытовая техника,
Радиоэлектроника,
Электрика,
Энергетика,
Механика,
Мебель своими руками,
Строительство,
Ремонт,
Приусадебное хозяйство,
Инструменты,
Полезные советы,
Конструктор-конструктору,
Технические статьи,
Исторические хроники,
Неопознанное,
Из области фантастики,
Полезные ссылки,
Обмен ссылками,
Размещение
статей, рекламы
Смотрите также интересные ссылки:
Автохимия для авто Мойка вагонов, разработки для железнодорожного транспорта и
метрополитена
Бесконтактная мойка авто и транспорта Средства
для Ультразвука и ультразвуковых ванн
Дезинфицирующие средства