Застывая, металл сохраняет форму того сосуда, в который был залит в
жидком виде. Эту особенность металла человек использовал при получении
изделий способом литья.
Наша страна издавна славилась искусными литейщиками. В Московском Кремле
стоят "Царь-пушка" массой 40 т, отлитая Андреем Чоховым в конце XVI в.,
и "Царь-колокол" массой 200 т, изготовленный знаменитыми литейщиками
Иваном и Михаилом Моториными в первой половине XVIII в. Во многих
странах мира известны художественные изделия Каслинского чугунолитейного
завода на Урале.
Одно из главных качеств литейного материала - способность растекаться,
или жидко-текучесть. Металл или сплав в жидком состоянии должен быть
подвижным и невязким, легко заполнять любую сложную форму, быстро
проникать в ее тончайшие извилины. Из сплава с хорошей жидкотекучестью
можно получить отливку с тонкими стенками. Если металл растекается
медленно, то из него тонкостенная отливка не получится: он застынет,
прежде чем заполнятся все извилины формы.
Один из лучших литейных материалов - чу гун. Он обладает отличной
жидкотекучестью. У стали жидкотекучесть меньше, и приходится
прибегать к различным ухищрениям, что-бы заставить сталь заполнить
всю форму (см. Железо, сталь, чугун).
Самый древний способ литья - литье в песчано-глинистые формы, или
литье в землю. Однако этот способ, хотя его и считают простым,
требует большой предварительной работы.
Сначала в модельном цехе из дерева или металла делают модель будущей
отливки. Она должна быть несколько большего размера, чем отливка, с
учетом усадки металла при охлаждении. Модель (как и будущая форма)
разъемная и состоит из двух половинок. В землеприготовительном
отделении литейного цеха из земли и различных добавок готовят
формовочную смесь. Если у отливки должно быть внутреннее отверстие или
полость, то необходимо приготовить еще одну смесь - для стержней.
Назначение стержней - заполнить те места в форме, которые в детали
соответствуют отверстиям или полостям.
Формовочные и стержневые смеси готовят из специальных песков и глин и
связующих материалов - растительных и минеральных масел, искусственной
смолы, канифоли и т. д. Готовые смеси поступают к формовщикам, задача
которых - изготовить литейные формы. Для этого на металлическую
модельную плиту ставят одну половину модели разъемом вниз (см. рис.), а
затем металлический ящик без дна - опоку так, чтобы половина модели
оказалась внутри него. Опоку плотно набивают формовочной землей и
переворачивают. Теперь половинка модели лежит в опоке разъемом вверх. На
эту опоку формовщик ставит еще одну и скрепляет их штырями. Затем в
верхнюю опоку устанавливают два деревянных конуса (на их месте в готовой
форме останутся два отверстия для заливки металла и для выхода воздуха и
газов) и плотно заполняют ее формовочной смесью.
Теперь осталось вынуть из земли деревянную модель. Для этого опоки
разъединяют и из каждой вынимают половинки модели. В земле остаются
четкие отпечатки двух половин детали (см. рис.). Их, а также заранее
приготовленный стержень покрывают особой краской, чтобы жидкий металл не
"пригорел" - не прилип к стенкам формы. В форму вставляют стержень и
прорезают в земле канавку, соединяющую отверстие для заливки металла с
полостью формы, - литниковый ход. Наконец, верхнюю опоку снова кладут на
нижнюю, соединяют их, и форма готова. Когда она немного подсохнет, в нее
можно заливать металл.
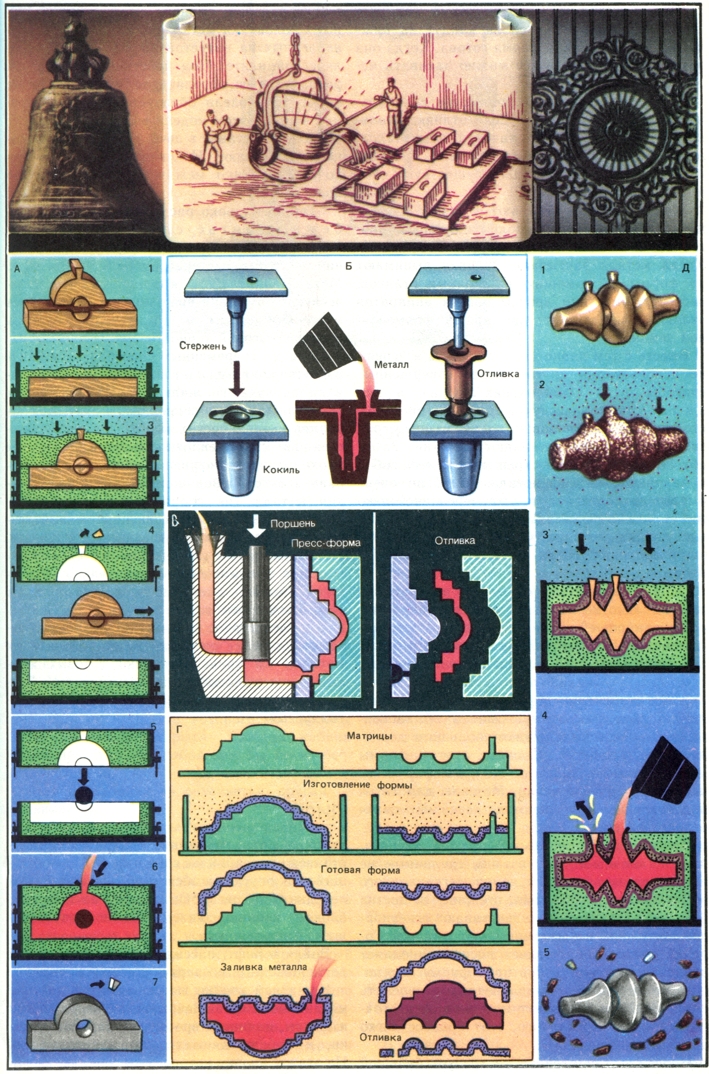
Виды литья. А - литье в землю: 1 - деревянная
модель; 2 - половину модели и опоку кладут на подмодельную плиту,
засыпают землей и уплотняют; 3 - опоку переворачивают и ставят на нее
вторую половину модели и вторую опоку и тоже засыпают землей; 4 -
деревянную модель вынимают из опоки; 5 - в земляную форму вставляют
стержень; 6 - форму собирают и заливают металлом; 7 - готовая деталь. Б
- литье в кокиль. Стержень вставляют в кокиль, в промежуток между
кокилем и стержнем заливают металл. В - литье под давлением - еще один
вид точного литья. Г - литье в оболочковые Д - точное литье по
выплавляемым моделям: 1 - восковая модель; 2 - на модель наносят слой
керамического порошка; 3 - модель заформовывают в опоку; 4 - горячий
металл расплавляет воск занимает его место; 5 - отливка готова.
Чугун для литья приготовляют в специальных печах - вагранках. Если
отливки стальные, то сталь для них плавят в конвертерах, мартеновских и
электрических печах. Для расплавления цветных металлов существуют свои
плавильные печи.
Жидкий металл заливают в форму из ковша, который движется вдоль ряда
опок, а иногда опоки на конвейере движутся мимо ковша. Когда металл
застывает, отливку вынимают из формы. С помощью наждачных станков,
пескоструйных или дробеструйных аппаратов отливку очищают от приставшей
формовочной земли.
Вместе с тем давно уже появились и успешно используются другие, более
совершенные способы литья. Один из них литье в кокиль - металлическую
форму (см. рис.), состоящую из двух половин, в одну из них перед
заливкой металла вставляют стержни. Затем обе половины кокиля скрепляют
между собой и заливают жидкий металл. Здесь он очень быстро
затвердевает, и уже через несколько минут можно вынимать деталь и
заливать новую порцию металла. С помощью одного кокиля получают сотни и
тысячи одинаковых отливок.
Однако таким способом можно получать отливки только из металлов или
сплавов, обладающих хорошей жидкотекучестью. А для стали, например, у
которой жидкотекучесть меньше, применяют литье под давлением (см. рис.).
Жидкий металл под давлением сжатого воздуха или поршня хорошо заполняет
любую сложную форму. Однако обыкновенный кокиль не выдерживает большого
давления и разрушается. В связи с этим формы для этого способа литья -
пресс-формы - делают из прочной стали. Машины для литья под давлением
выпускают по нескольку тысяч отливок за смену.
Издавна известен способ литья по выплавляемым моделям, сделанным не из
дерева или металла, а из легкоплавкого воскообразного (парафин, стеарин)
вещества (см. рис.). Такую модель покрывают огнеупорной оболочкой и
заформовывают в опоку. Горячий металл расплавляет воск и заполняет
оболочку, в точности повторяя форму модели. При этом способе модель не
надо извлекать из формы, что позволяет получать очень точные отливки.
Кроме того, этот процесс легко автоматизировать.
Иногда, когда отливка не требует большой
точности, ее получают литьем в оболочковые формы (см. рис.). Их делают
из смеси мелкого кварцевого песка с особой порошкообразной смолой. Этой
смесью засыпают половинки металлических моделей, уста-1 новленных на
нагретой до 200-250°С металлической плите. Под действием тепла смола
расплавляется, обволакивает и скрепляет зерна песка. На модели
образуется песчано-смоляная корка. Затем модели вынимают, а плиту с
оболочками ставят в печь, где они окончательно затвердевают. Наконец 2
полуформы оболочки соединяют между собой и заливают в полость металл.
Так же широко распространено центробежное литье, с помощью которого
делают отливки, имеющие форму тел вращения, - трубы, шестерни, зубчатые
ободы и т. п. Металл заливают во вращающуюся металлическую форму, при
вращении он прижимается к стенкам формы, и это позволяет получать
отливки высокой точности.
Один из современных способов - электрошлаковое литье. В этом случае
сначала получают жидкий металл методом электрошлакового переплава.
Бездуговой переплав металлических электродов осуществляется за счет
теплоты, выделяющейся при прохождении электрического тока через расплав
электропроводящего шлака. Затем жидкий металл (не соприкасаясь с
воздухом) поступает в водоохлаждающий медный кристаллизатор, являющийся
литейной формой. Электрошлаковое литье применяется в основном для
изготовления сравнительно несложных отливок, например коленчатых валов
(см. Валы и оси машин).
В нашей стране созданы литейные цехи-автоматы, где все операции - от
подачи в цех металла до транспортировки готовых изделий - осуществляют
автоматы (см. Автоматизация и механизация производства, Металлургия) .