Долгое время орудия труда, предметы быта, оружие изготовлялись из
металла литьем, ковкой и ручным резанием. Хотя эти методы широко
используются и в настоящее время, жизнь все более и более настойчиво
требовала заменить ручное резание металлов механическим. И в XII в.
появились первые металлорежущие станки, позволившие значительно
расширить возможности резания металлов, несмотря на то что привод их был
ручным. В XIV в. станки начали приводить в действие от водяных колес, а
позже - с помощью паровых машин. Лишь изобретение и совершенствование
электродвигателей, развитие электроэнергетики сделали металлорежущий
станок самостоятельной машиной. Более того, многие современные станки
имеют по нескольку двигателей, что повышает экономичность, эффективность
и оперативность обработки.
Что же представляют собой и чем
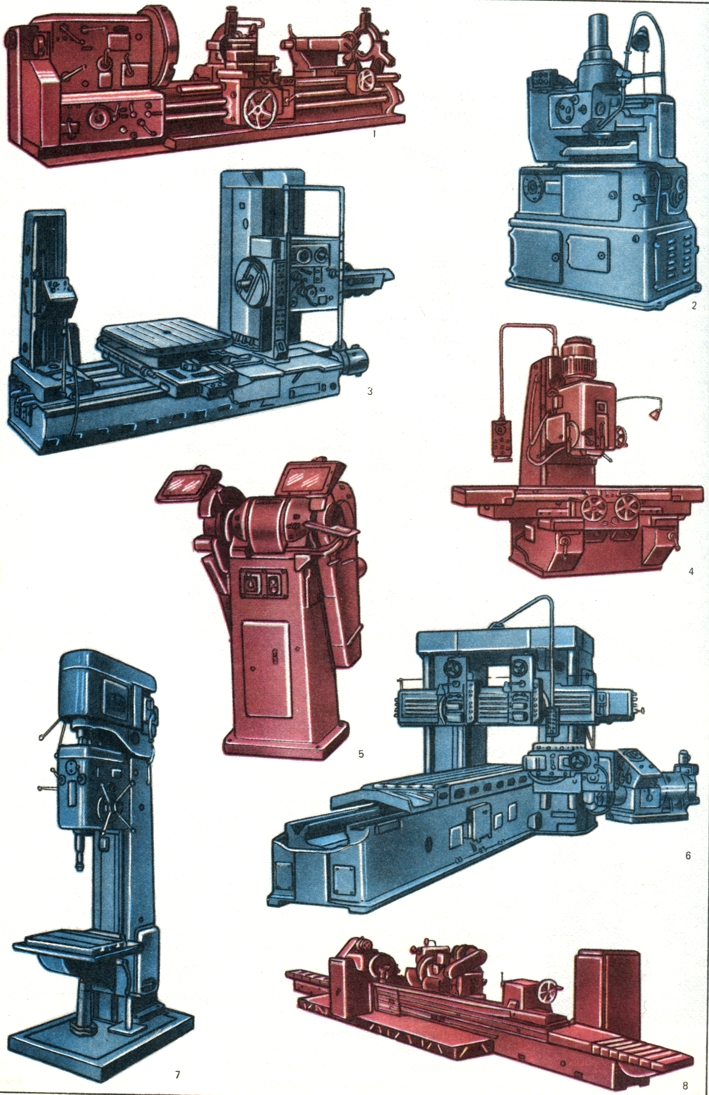
различаются современные металлорежущие станки? Основное их различие
заключено в способе (схеме) резания (см. Резание металлов). Наиболее
старый способ резания - точение - производится резцом. При этом способе
обработки деталь вращается, а резец перемещается поступательно. Станки,
в которых используется такая схема резания, называются токарными. Почти
одновременно с токарными появились станки для обработки цилиндрических
отверстий - сверлильные. Отверстия обрабатывают, как правило, в
неподвижных деталях вращающимся сверлом. Плоские поверхности получают
строганием на строгальных станках. При этом резец (или деталь) совершает
возвратно-поступательное движение, а деталь (или резец) неподвижна.
Другой, очень распространенный способ обработки плоскостей -
фрезерование - осуществляется фрезой. Эскиз фрезы был нарисован еще
Леонардо да Винчи. Фреза представляет собой несколько расположенных по
окружности резцов. При фрезеровании инструмент вращается, а заготовка
движется поступательно. Фрезерование выполняется на фрезерных станках.
Современный металлорежущий инструмент - резцы, сверла, фрезы,
изготовляемые из твердых материалов - специальных сталей и сплавов, -
значительно превосходит по своим свойствам первобытный кремневый резец.
Однако в конце XIX в. о камне вспомнили снова: в 1874 г. был создан
шлифовальный станок. Первые шлифовальные инструменты (абразивные
инструменты) изготовлялись из природного камня, стоили дорого, были не
очень высокого качества, и шлифование использовалось редко. Положение
резко изменилось, когда в 1893 г. был изготовлен искусственный абразив -
корунд, материал, немногим уступающий по твердости алмазу. Когда же был
изобретен способ получения искусственного алмаза и появился
алмазно-абразивный инструмент, роль шлифования еще более возросла. С
помощью шлифования можно получать детали самой разнообразной формы, а
поверхности - очень высокого качества. При шлифовании абразивный круг
обычно быстро вращается, а деталь движется поступательно, вращается или
неподвижна (в этом случае поступательно движется вращающийся круг).
Перечисленные выше станки - основа большого семейства разнообразных
металлорежущих станков: универсальных, на которых можно обрабатывать
разнообразные детали, и специальных - для обработки изделий одного типа
и размера. Бывают еще агрегатные станки, станки с программным
управлением, автоматически выполняющие обработку детали, и
самонастраивающиеся станки, способные самостоятельно менять условия
работы, если, например, получающиеся в процессе обработки размеры детали
не соответствуют заданным (см. Станок-автомат).
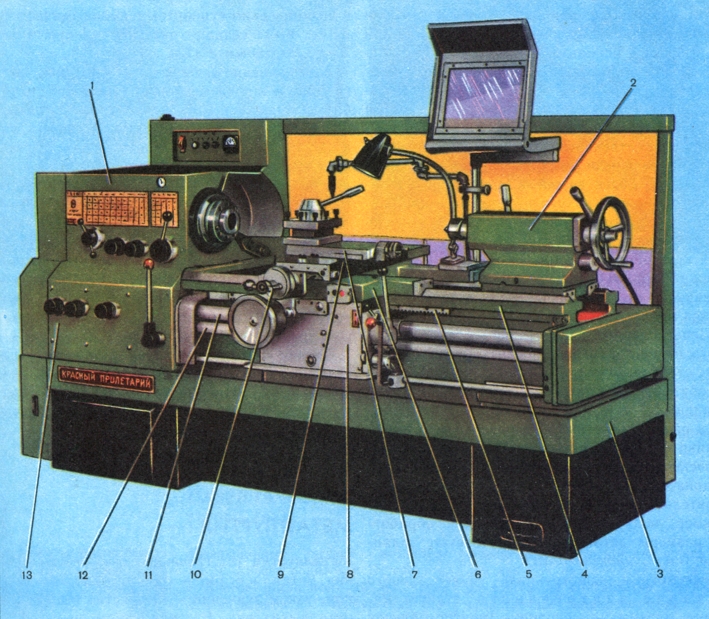
Рассмотрим конструкцию универсального токарно-винторезного станка.
Рабочие органы - суппорт (приспособление для крепления резца) и шпиндель
(приспособление для крепления детали), двигатель и передачи - устройства
для передачи движения от двигателя к рабочим органам (см.
Машина, Механизм).
Все узлы и детали станка крепятся на станине. Есть у станка передняя и
задняя бабки части станка, которые служат опорой для шпинделя,
инструмента или приспособлений, и шпиндель. В передней бабке
устанавливается коробка скоростей, предназначенная для передачи движения
от двигателя к шпинделю и представляющая собой набор валов с
закрепленными на них шестернями. Переключая шестерни, можно менять
частоту вращения шпинделя при неизменной частоте вращения вала двигателя
(см.
Валы и оси машин). В
передней же бабке располагается коробка подач, от которой вращение
передается ходовому валику или ходовому винту. Ходовой валик и ходовой
винт осуществляют механическое перемещение суппорта, на котором крепится
резец, согласовывая скорость движения резца с частотой вращения детали.
Иными словами, ходовой валик и ходовой винт позволяют устанавливать либо
режимы резания металла (включается ходовой валик), либо шаг резьбы
(включается ходовой винт).
Первый в мире токарно-винторезный станок с механическим суппортом и
сменными шестернями был создан русским изобретателем А. К. Нартовым в
1734 г.
Здесь описано устройство станка лишь одного типа, а в современной
промышленности работает огромное количество станков разных видов и
назначения. Достаточно сказать, что в СССР ежегодно выпускается свыше
200 тыс. металлорежущих станков для обработки деталей различной формы и
размеров. С каждым годом растут требования к ним, их точности, степени
автоматизации. Современным рабочим-станочникам - токарям, фрезеровщикам
уже мало знаний, даваемых средней общеобразовательной школой, а тем, кто
обслуживает станки с числовым программным управлением, необходимы и
инженерные знания.
Тысячи советских рабочих-станочников показывают образцы истинно
творческого отношения к делу. И недаром многие из них носят высокое
звание Героя Социалистического Труда.