Бурное развитие науки и техники в последние десятилетия обусловило
необходимость создания новых материалов, обладающих высокой твердостью,
прочностью, жаропрочностью и коррозионной стойкостью. К таким материалам
относятся высокопрочные и нержавеющие стали, жаропрочные сплавы,
магнитные сплавы, полупроводники и др. Обработка таких материалов
традиционными методами резания (см.
Металлорежущие станки и инструмент)
сопряжена с большими трудностями, а иногда и невозможна. В таких случаях
на помощь приходят новые методы обработки, основанные на использовании
химической, электрической и других видов энергии.
Электрохимические методы обработки металлов основаны на принципе
электролиза. Известно, что, если в сосуд с токопроводящей жидкостью
ввести твердые проводящие пластинки (электроды) и подать на них
напряжение, возникает электрический ток. Такие токопроводящие жидкости
называются проводниками II рода или электролитами. К нх числу относятся
растворы кислот, щелочей и солей в воде или в других растворителях, а
также расплавы солей. Носителями тока в электролитах служат
положительные и отрицательные ионы, которые движутся соответственно к
отрицательному электроду - катоду и положительному электроду - аноду. В
зависимости от химической природы электролита и электродов, а также
значения напряжения на металлическом катоде обычно выделяется водород
или осаждается металл, на аноде происходит растворение металла, которое
часто сопровождается выделением кислорода (см. рис.). Это явление
получило название электролиза. Основные его законы сформулировал в 1834
г. великий английский физик М. Фарадей.
Почти 100 лет спустя (в 1928 г.) советские инженеры В. И. Гусев и Л. П.
Рожков предложили использовать электролиз для размерной обработки
металлов взамен точения, фрезерования, резания, шлифования.
Сейчас электролиз широко применяется в промышленных масштабах для
нанесения защитных и декоративных покрытий на металлические изделия
(гальваностегия), изготовления металлических слепков с рельефных моделей
(гальванопластика), получения металлов из расплавленных руд и очистки
металлов (гидроэлектрометаллургия),в производстве хлора и др.
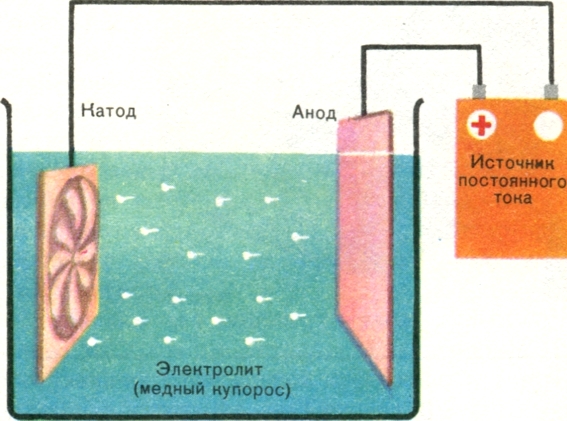
На рисунке на с. 444 (слева) вы видите подключенные к источнику
постоянного тока электроды, опущенные в электролит - водный раствор
сернокислой меди (медный купорос). Под действием тока на металлическом
катоде оседают атомы меди, и катод покрывается медной пленкой. Это и
есть гальваностегия.
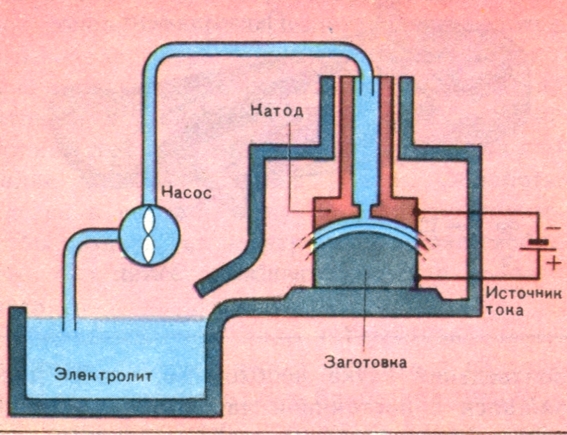
При электрохимической размерной обработке металлов электроды
(заготовка - анод и инструмент - катод) располагаются на очень близком
расстоянии друг от друга (50- 500 мкм). Между ними под давлением
прокачивается электролит. Благодаря тому что зазор между электродами
очень мал, напряженность электрического поля велика и обработка металла
происходит очень быстро (0,5-2 мм/мин, а в некоторых случаях до 5-6
мм/мин со всей обрабатываемой поверхности). Если при этом поддерживать
постоянным расстояние между электродами, то на заготовке (аноде) можно
получить достаточно точное зеркальное отображение формы
электрода-инструмента (катода).
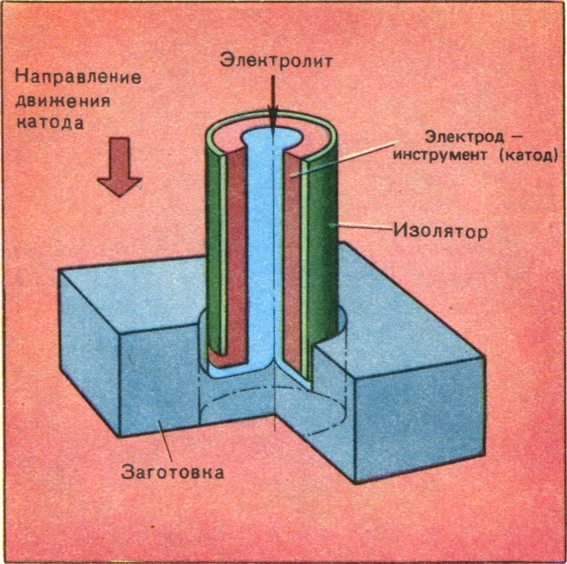
Таким образом, с помощью электролиза можно сравнительно быстро
обрабатывать заготовку, делать в деталях отверстия, пазы или полости
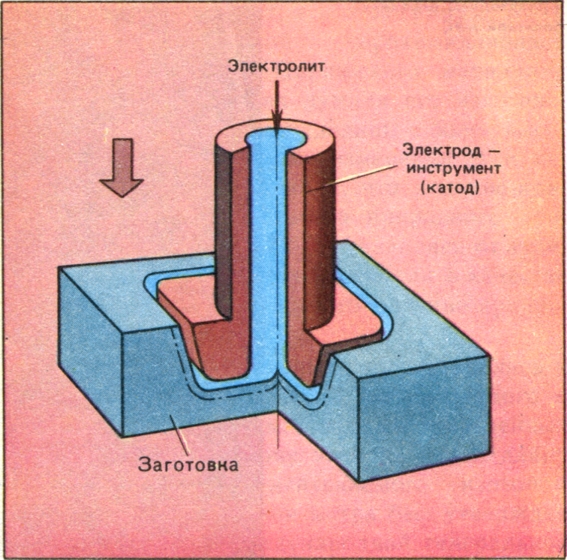
любой формы. На рисунках приведены схемы изготовления отверстия и
полости сложной формы.
Наиболее широко в промышленных масштабах электрохимическая обработка
применяется при изготовлении лопаток авиационных двигателей, штампов,
пресс-форм и литейных форм, при обработке отверстий, щелей, пазов любой
формы. Для этого используются электрохимические станки - универсальные и
специальные.
Схема электрохимической обработки отверстий.
Схема электрохимической обработки полостей
сложной конфигурации.
К преимуществам электрохимической размерной обработки, по сравнению с
другими методами, следует отнести возможность обрабатывать любые металлы
и сплавы, независимо от их свойств. Твердые, а также жаропрочные и
другие специальные сплавы обрабатываются с той же скоростью, что и
обычные стали; кроме того, электрод-инструмент при этом не изнашивается.
Все это дает большую экономию материала и снижает трудоемкость
изготовления деталей.
Большие возможности открываются перед технологами при умелом сочетании
электрохимических способов обработки с механическими или
электрофизическими.
Каким образом? Представим себе, что мы хотим разрезать ножом твердый
кусок сахара. Но сахар очень твердый и с трудом поддается давлению ножа.
Если же место, будущего разреза слегка смочить водой, сахар тотчас
начинает растворяться, разрыхляется и нож легко врезается в эту рыхлую
массу. Нечто подобное происходит при сочетании электрохимической и
механической обработки. Разрушение металла достигается электрохимическим
растворением поверхности заготовки, а механический съем слоя
осуществляется металлорежущим инструментом: зернами абразива или алмаза,
легко <вгрызающимися> в <разрыхленную> поверхность металла. На этом
принципе основаны процессы заточки твердосплавного инструмента на
электрохимических станках.
Электрохимические методы размерной обработки металлов внедряются во всех
основных отраслях машиностроения, область их применения с каждым годом
расширяется, эффективность их растет.