Авиатехника,
Железнодорожная техника,
Автотехника,
Водная техника,
Космическая техника,
Военная техника,
Сельскохозяйственная
техника, Бытовая техника,
Радиоэлектроника,
Электрика,
Энергетика,
Механика,
Мебель своими руками,
Строительство,
Ремонт,
Приусадебное хозяйство,
Инструменты,
Полезные советы,
Конструктор-конструктору,
Технические статьи,
Исторические хроники,
Неопознанное,
Из области фантастики,
Полезные ссылки,
Обмен ссылками,
Размещение
статей, рекламы

Все о конструировании, в помощь конструктору, советы бывалых, статьи для детского и взрослого творчества

Дата создания
сайта:
24/02/2013
Дата обновления главной страницы:
06.04.2015 20:58
Станки для обработки торцов древесины (торцовочные станки)
Торцовочные станки применяют для получения правильно и чисто
опиленных торцов. В отличие от круглопильных станков для поперечного
распиливания (педальных, маятниковых и др.) на торцовочных станках
применяют пильные диски малого диаметра (от 200 до 400 мм) с меньшим
разводом зубьев и меньшим шагом.
Торцовочные станки подразделяются на однопильные с ручной подачей при
помощи каретки и на концеравнители с двумя и более пильными дисками с
ручной или механической подачей.
Однопильный торцовочный станок отличается от круглопильного станка для
продольного распиливания (см. рис. 59) только наличием каретки. Каретка
представляет собой платформу, установленную на специальной подставке или
кронштейне и передвигаемую на роликах по направляющим.
Для оторцовывания небольших деталей применяют каретку меньших размеров.
Ее располагают на самом станке и перемещают по столу при помощи линейки,
скользящей по пазу стола.
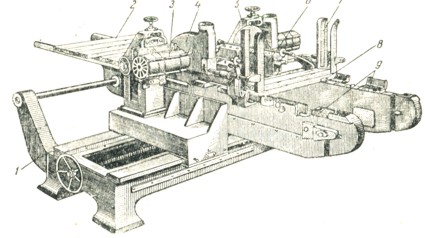
Рис. 62. Двухпильный концеравнитель Ц2К120: 1 - станина, 2 - оторцованные детали, 3 - электродвигатель, 4, 5 -колонки с режущими суппортами, б - прижимная балка, 7 - бункер для пакетной загрузки, 8 - кулачок, 9 - подающий конвейер подвижной колонки
Детали для оторцовки подают по нескольку штук, в зависимости от их
ширины и толщины.
На торцовочных станках с ручной подачей, кроме того, можно производить
опиливание щитов и рамок по периметру, а также раскрой листов клееной
фанеры.
При работе на торцовочных станках с кареткой необходимо, чтобы ширина
пропила в упорной линейке для пропуска пильного диска была на 5 мм
больше ширины развода зубьев.
Двухпильный концеравнитель Ц2К120 (рис. 62) предназначен для
одновременной двухсторонней оторцовки досок, планок и брусков.
Концеравнитель имеет две колонки 4 и 5 с режущими суппортами, из которых
одна неподвижная, а вторую можно передвигать по валу и таким образом
изменять расстояние между пилами в зависимости от длины деталей.
Передвижение колонки производится от руки с помощью маховичка. Станок
имеет конвейер 9 для подачи материала, прижимные балки 6 и приводной
механизм подачи. Конвейерные цепи снабжены захватывающими кулачками 8,
расположенными обычно через каждые 150 мм. Кулачки съемные и могут быть
установлены с различными промежутками.
Режущие суппорты оборудованы устройством для вертикальной,
горизонтальной и угловой установки пил. Пилы установлены непосредственно
на валах электродвигателей.
Привод подачи осуществляется от электродвигателя с помощью редуктора
(устройства, понижающего число оборотов электродвигателя).
При обработке брусков и планок на концеравнителе може! быть установлен
бункер (коробка) для пакетной загрузки.
Торцуемый материал подается из бункера на конвейерные цепи. Кулачки
движущихся цепей упираются в кромку нижней детали и уводят ее под пилы.
При этом пачка деталей, находящаяся в бункере, под действием
собственного веса оседает вниз на величину, равную толщине детали,
уведенной к пилам. Сле дующая пара кулачков подхватывает новую деталь и
т. д.
Техническая характеристика двухпильного концеравнителя Ц2К120
Наибольшая длина обрабатываемого материала
в мм ............................... 1200
Наибольшая ширина обрабатываемого материала в
мм............................700
Наибольшая толщина обрабатываемого материала в
мм............................50
Диаметр пил в мм........................350
Скорости подачи в м/мин.........3; 5; 7; 10; 15
Вес станка в кг..........................2100
Читать далее про столярные работы....
p.s. При копировании материалов и фотографий ссылка на сайт обязательна.
Саратов 2007-2015 г.
Авиатехника,
Железнодорожная техника,
Автотехника,
Водная техника,
Космическая техника,
Военная техника,
Сельскохозяйственная
техника, Бытовая техника,
Радиоэлектроника,
Электрика,
Энергетика,
Механика,
Мебель своими руками,
Строительство,
Ремонт,
Приусадебное хозяйство,
Инструменты,
Полезные советы,
Конструктор-конструктору,
Технические статьи,
Исторические хроники,
Неопознанное,
Из области фантастики,
Полезные ссылки,
Обмен ссылками,
Размещение
статей, рекламы
Смотрите также интересные ссылки:
Автохимия для авто Мойка вагонов, разработки для железнодорожного транспорта и
метрополитена
Бесконтактная мойка авто и транспорта Средства
для Ультразвука и ультразвуковых ванн
Дезинфицирующие средства