Авиатехника,
Железнодорожная техника,
Автотехника,
Водная техника,
Космическая техника,
Военная техника,
Сельскохозяйственная
техника, Бытовая техника,
Радиоэлектроника,
Электрика,
Энергетика,
Механика,
Мебель своими руками,
Строительство,
Ремонт,
Приусадебное хозяйство,
Инструменты,
Полезные советы,
Конструктор-конструктору,
Технические статьи,
Исторические хроники,
Неопознанное,
Из области фантастики,
Полезные ссылки,
Обмен ссылками,
Размещение
статей, рекламы

Все о конструировании, в помощь конструктору, советы бывалых, статьи для детского и взрослого творчества

Дата создания
сайта:
24/02/2013
Дата обновления главной страницы:
07.04.2015 19:35
Режущий инструмент строгальных станков по дереву
В строгальных станках режущим инструментом служат ножи, укрепленные
на рабочем валу. Ножи представляют собой пластинки с заостренной
кромкой. Они делятся на тонкие (толщиной 3-5 мм), толстые (от 5 мм и
выше), короткие (длиной от 75 до 200 мм) и длинные (от 200 до 1000 мм и
выше).
Толстые ножи изготовляют из мягкой углеродистой и из быстрорежущей
стали. На ножи из мягкой углеродистой стали наваривают тонкую, толщиной
1,5-2 мм пластинку из ка-чес1венной высокоуглеродистой стали (У9 и У10).
Пластинку наваривают по все^ длине и ширине ножа или только на половину
ширины.
Тонкие ножи шириной 30-50 мм изготовляют из высококачественной
инструментальной стали.
Качество строгания и устойчивость ножа зависят главным образом от его
заточки и угла резания. Мшистость, шероховатость, неровность на
строганых плоскостях материала появляются либо в результате затупления
ножа, либо из-за неправильно подобранного угла резания. Угол резания
установленных на валу строгальных ножей дол жен быть 50-65°, угол
наклона - 10-15°. Эти углы определяются. как показано на рис. 85.
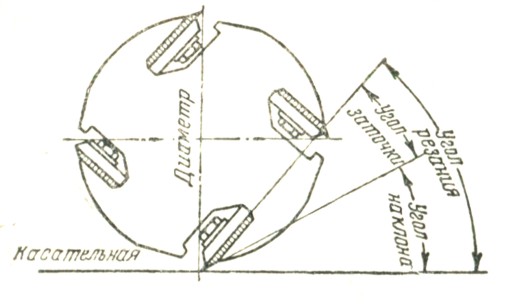
Рис. 85. Определение углов строгального ножа, вставленного в ножевой вал
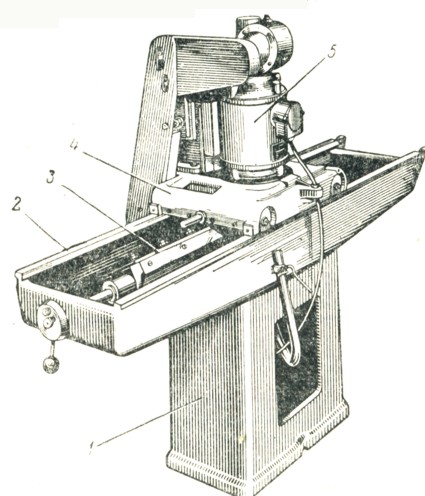
Рис. 86. Ножеточильный станок: 1 - станина. 2 - направляющая станина, 3 - затачиваемый нож, 4 _ каретка, 5 - электродвигатель с заточным кругом
Заточку ножей производят на точильных станках с ручной или
автоматической подачей.
Для заточки плоских ножей фуговальных и рейсмусовых станков применяются
специальные ножеточильные станки (рис. 86). В современных моделях
ножеточильные станки оснащены приспособлениями для доводки лезвий.
лезвии.
Основные требования к заточке ножей при ручной подаче сводятся к
следующему:
1) поверхность шлифовального круга должна быть чистой и незасаленной;
2) каретка должна подводиться к кругу плавно и мягко;
3) скорость подачи должна быть 4-6 об мин
4) каретку нельзя останавливать, если вращающийся шлифовальный круг
находится в соприкосновении с затачиваемым ножом;
5) ход каретки должен быть на 10-15 см больше длины ножа, для того чтобы
во время перемены хода шлифовальный круг выходил из соприкосновения с
ножом.
Для заточки рекомендуется применять электрокорундовые абразивные круги
на бакелитовой или керамической связке.
Устанавливаемые строгальные ножи должны быть одинаковой длины и иметь
одинаковый вес. Если разница в весе ножей невелика, то их уравновешивают
путем сошлифовывания фаски по всей длине ножа.
Устанавливать ножи после заточки надо с особой тщательностью, так чтобы
лезвия всех ножей находились на одной окружности и на уровне задней
плиты стола.
По окончании операции повертыванием ножевого вала подводят под рабочую
часть приспособления второй нож и повторяют фугование и правку и т. д.
Даже при очень тщательной установке ножей в ножевом валу не удается
расположить их режущие кромки строго на одной окружности. В радиусах
резания получается разница в 0,05-0Л мм. Для уменьшения этой разницы в
новых конструкциях станков применяют приспособления для правки ножей на
месте установки.
При фуговании и правке ножей, установленных в ножевом валу, разница
между радиусами
резания уменьшается до 0,03-0,02 мм, благодаря чему строганая
поверхность получается более гладкой. Точильную часть приспособления
приводят в легкое соприкосновение с лезвием одного ножа и закрепляют ее.
После этого приспособление включают и перемещают вдоль направляющей ножа
по всей его длине, производя выравнивание лезвия и одновременно его
правку.
Скорости резания в современных строгальных станках допускаются от 25 до
40 м/сек при 4000-5000 об/мин. Поэтому во избежание вибраций станка
ножевой вал должен быть выбалансирован, т. е. иметь по всей длине
одинаковую толщину, одну и ту же плотность и одинаковый вес.
Балансировка производится на балансировочных ножах (рис. 87).
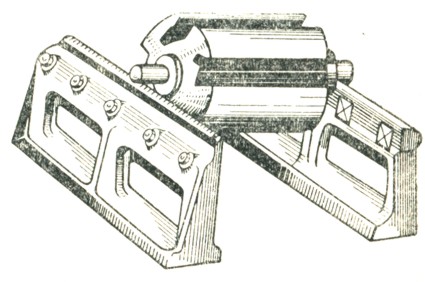
Рис. 87. Ножевая головка на балансировочных ножах
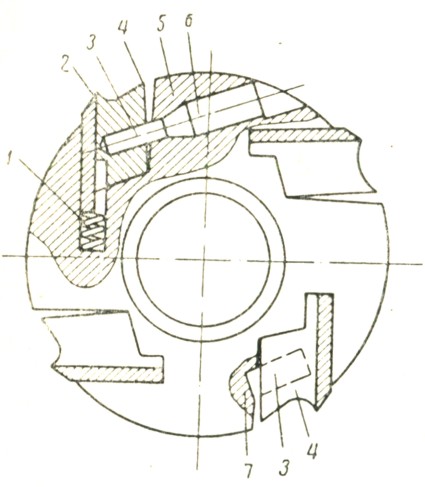
Рис. 88. Способ крепления ножей при помощи одного винта: 1 - пружина, 2 - нож. 3 - клинья вкладыша, 4 - зажимная планка, 5 - ножевой нал, 6 - центральный винт, 7 - опорная поверхность
С целью ослабления шума при работе на больших скоростях на
фуговальных и рейсмусовых станках ножевые головки оснащают спиральными
ножами.
Совершенствование конструкций ножевых валов фуговальных и рейсмусовых
станков в последние годы направлено на сокращение времени, необходимого
для смены ножей. Из быстродействующих креплений ножей известны два
способа: механический при помощи одного винта и системы клиньев и
гидравлический при помощи шлангов, укладываемых вдоль ножевого вала.
При механическом способе (рис. 88) крепление ножа в пазу ножевого вала
происходит за счет передачи усилия от винта 6 через клинья вкладыша 3 на
зажимную планку 4 Для смены затупившегося ножа достаточно освободить, а
потом затянуть один винт вместо пяти у ножевых валов с обычным
креплением ножей.
Читать далее про столярные работы....
p.s. При копировании материалов и фотографий ссылка на сайт обязательна.
Саратов 2007-2015 г.
Авиатехника,
Железнодорожная техника,
Автотехника,
Водная техника,
Космическая техника,
Военная техника,
Сельскохозяйственная
техника, Бытовая техника,
Радиоэлектроника,
Электрика,
Энергетика,
Механика,
Мебель своими руками,
Строительство,
Ремонт,
Приусадебное хозяйство,
Инструменты,
Полезные советы,
Конструктор-конструктору,
Технические статьи,
Исторические хроники,
Неопознанное,
Из области фантастики,
Полезные ссылки,
Обмен ссылками,
Размещение
статей, рекламы
Смотрите также интересные ссылки:
Автохимия для авто Мойка вагонов, разработки для железнодорожного транспорта и
метрополитена
Бесконтактная мойка авто и транспорта Средства
для Ультразвука и ультразвуковых ванн
Дезинфицирующие средства