Все о конструировании, в помощь конструктору,
советы бывалых, статьи для детского и взрослого творчества
Дата создания
сайта:
24/02/2013 Дата обновления главной страницы:
21.07.2015 20:48
Столярные работы, краснодеревщик,
как работать с деревом
Технологический процесс сборки мебели
В сборочных процессах столярного и мебельного производства имеется
значительное количество ручных операций. Большая часть их сводится к
пригонке и доводке деталей, подлежащих сборке. Поступающие на сборку
детали и узлы часто не имеют точных размеров. Если из таких деталей и
узлов собрать готовое изделие без пригонки и доводки их, оно будет иметь
неправильную форму, неточно движущиеся ящики, неплотно или, наоборот,
туго закрывающиеся дверки и т. п.
Неточные и неодинаковые размеры одноименных деталей и узлов зависят от
неточности обработки деталей и узлов на станках, неисправности
оборудования и приспособлений, неточности контрольных приспособлений и
недостаточной проверки обрабатываемых заготовок. При содержании
оборудования и приспособлений в хорошем состоянии и при тщательной
проверке точности обработки детали и узлы, поступающие на сборку, не
придется подвергать пригонке.
Пригоночные и доводочные операции при сборке отнимают очень много
времени и препятствуют совершенствованию организации сборочных
процессов. Поэтому на современных предприятиях с массовым производством
основным требованием является исключение пригоночных работ и обеспечение
условий, при которых детали и узлы собираются без пригонки и доводки.
Сложность процесса сборки предметов мебели находится в прямой
зависимости от числа деталей и узлов, входящих в изделие, характера
сопряжений частей и от конструктивного решения предмета. Чем проще
конструкция предмета, проще сопряжение узлов, меньше в изделии узлов и
деталей, тем проще технология сборки и тем меньше потребуется времени
для осуществления сборочных операций.
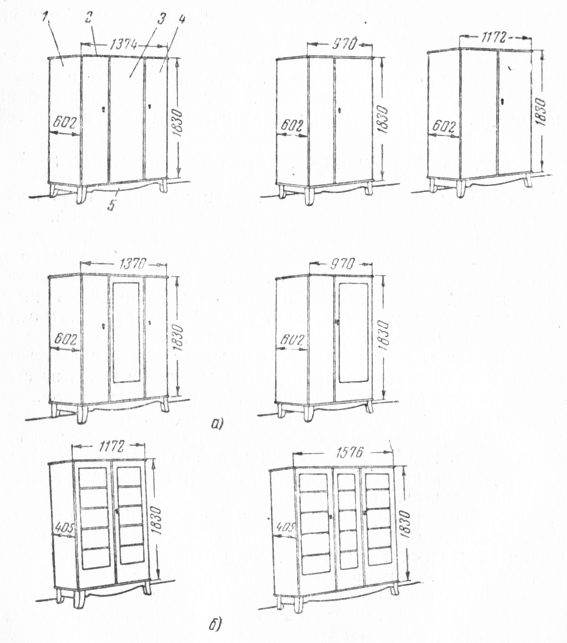
Рис. 225. Шкафы из унифицированных и
взаимозаменяемых узлов и деталей: а - платяные: 1 - боковая стенка, 2 -
верхний щит (колпак), 3 - средняя лицевая стенка, 4 - дверка, 5
-скамейка (плинтус); б - книжные
В мебели, выпускаемой в настоящее время, все еще имеют место излишне
сложные, громоздкие, неэкономичные конструкции. Внедряемые в
производство новые модели мебели коренным образом отличаются от прежних.
Новые модели проектируются из унифицированных и взаимозаменяемых узлов и
деталей.
На рис. 225, а, б представлен ряд вариантов платяных и книжных шкафов,
которые имеют унифицированную (одинаковую) толщину щитов,
унифицированные размеры ножек, сечений брусков, скамеек и т. д.
Одноименные детали всех видов платяных шкафов взаимозаменяемы для
каждого вида шкафа, щит боковой стенки книжного шкафа взаимозаменяем с
узкой дверкой платяного шкафа и т. д.
Все детали и узлы, поступающие в сборку, должны быть приняты отделом
технического контроля по качеству древесины, обработки и размерам. Все
крепежные детали - шурупы, гвозди, шпильки, болты с гайками, стяжки, а
также петли, шпингалеты, защелки, замки, ручки и прочая фурнитура -
должны соответствовать утвержденному проекту изделия, требованиям
стандартов и технических условий.
Все неразборные соединения должны быть тщательно промазаны клеем и
плотно дожаты. Все разборные соединения следует стянуть шурупами,
болтами или стяжками плотно без просветов во шве на лицевых
поверхностях. На нелицевых поверхностях длина просвета не должна
превышать половины длины стыка, а по ширине он не должен быть более 0,5
мм. Все лицевые и внутренние доступные для обозрения поверхности надо
тщательно очистить от клея и других загрязнений.
В процессе сборки -на предприятиях, еще не овладевших точной машинной
обработкой, допускается частичная пригонка, пристрожка или приторцовка
деталей и узлов по месту. Но это не должно приводить к нарушению
плотности и прочности соединения; должны быть сохранены размеры деталей
и узлов изделий в пределах отклонений, допускаемых утвержденными
чертежами.
Любая сборочная операция должна обеспечивать правильность габаритных
размеров собираемого узла или изделия и соответствие их чертежам, а
также отсутствие перекосов, сдвигов и смещений. Проверку на отсутствие
перекосов, сдвигов и смещений производят после каждой сборочной операции
при помощи специальных скоб, шаблонов, выверенного угольника или мерных
реек с проверкой симметрии и взаимной перпендикулярности диагональных
размеров узла или изделия.