Все о конструировании, в помощь конструктору,
советы бывалых, статьи для детского и взрослого творчества
Дата создания
сайта:
24/02/2013 Дата обновления главной страницы:
21.07.2015 20:54
Столярные работы, краснодеревщик,
как работать с деревом
Сборка узлов мебели
Технологический процесс сборки того или иного предмета корпусной
мебели складывается из нескольких этапов: процесса сборки отдельных
узлов, обработки их и сборки готового изделия из узлов.
Собранные и обработанные узлы должны обладать точными установленными
размерами и иметь полную взаимозаменяемость. Только при этом условии
процесс сборки готовых изделий будет протекать нормально без пригоночных
операций и исправлений.
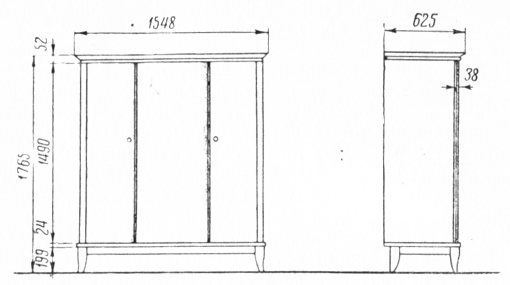
На сборку узлов корпусной мебели, например платяных шкафов УЭМ-04 (рис.
226), поступают отдельные, законченные обработкой детали или первичные (некомплектованные)
узлы. Например, для сборки скамейки берут четыре царги и четыре ножки.
После сопряжения шиповых соединений из восьми отдельных деталей
образуется узел - скамейка.
Для сборки верхнего щита (колпака) поступают калиброванный по размеру
щит с отобранным с трех сторон пазом под рейку, зашпунтованные (непрофилированные)
бруски карниза и вставные рейки.
Рис. 226. Шкаф для платья и белья УЭМ-04
Нижний щит (основание) собирают из калиброванного по размерам щита, с
закругленными передними углами и чисто остроганными кромками, и полоски
строганой фанеры для фанерования кромок щита с трех сторон.
Все щиты поступают на сборку точно калиброванными по принятым допускам
обработки с обработанными кромками, застроганными, с отобранными
фальцами и шпунтами.
В процессе сборки узлов характерными являются три группы операций:
приклеивание и фанерование, сборка узлов и комплектование узлов.
Весь процесс сборки узлов платяного шкафа УЭМ-04 состоит из следующих
основных операций:
1. Приклеивание пилястр к щитам дверок. Операция производится с помощью
пневматической ваймы с электрообогревом.
2. Подготовка и приклеивание карнизных брусков к щиту колпака с трех
сторон с помощью пневматической ваймы с электрообогревом.
3. Приклеивание массивной обкладки к средней стенке; работа производится
на пневматической вайме с электрообогревом такого же типа, как для
приклеивания карнизных брусков.
4. Фанерование кромок щита основания с трех сторон на пневматической
вайме с электрообогревом.
5. Сборка скамейки на пневматической вайме.
6. Сборка корпуса полуящика, осуществляемая на пневматической вайме.
7. Сборка на шкантах низа скамейки со щитом основания с предварительной
выборкой отверстий под шканты с помощью присадочного приспособления или
на станке.
8. Сборка и комплектование боковых и средней стенок шкафа, установка
подъящичных, подполочных брусков и скалкодер-жателей; операция
осуществляется с помощью шаблонов.
9. Вставка поликов в полуящики (комплектование ящиков), операция
производится вручную на рабочем месте.
10. Комплектование крайних дверок с установкой галстуко-держателей.
11. Обкладка штапиком зеркальной дверки, операция производится вручную
на рабочем месте.
Для выполнения присадочных операций применяют горизонтально-сверлильные
присадочные станки, предназначенные для сверления отверстий под шканты в
кромках щитов корпусной мебели.
Для выполнения присадочных операций по выборке отверстий под шканты и
стяжки на плоскостях щитов применяют многошпиндельные сверлильные
присадочные станки.